Tel chizish mashinalari. Chizmachilik sexining texnologik xususiyatlari. Seminarning texnologik jarayoni
Chizma, uning yordamida simli mahsulotlar ishlab chiqariladi, bu oddiy texnologik operatsiyadir. Ayni paytda, bunday protsedura natijasida sifatli mahsulotni olish uchun uni to'g'ri ketma-ketlikda bajarish kerak va buning uchun tegishli jihozlardan foydalanish kerak.
Asosiy bosqichlar
Tel chizish amalga oshiriladigan texnologiyaning mohiyati shundan iboratki, po'lat, mis yoki alyuminiydan yasalgan metall ignabargli toraytirilgan teshik - matritsa orqali tortiladi. Bunday teshik qilingan asbobning o'zi chizilgan asbob deb ataladi, u simni chizish uchun maxsus jihozlarga o'rnatiladi. Kalıp parametrlari tayyor mahsulotning diametri, kesimi va shakliga ta'sir qiladi.
Chizma, agar biz bunday texnologik operatsiyani prokat bilan taqqoslasak, yuqori sirt qoplamasi va geometrik parametrlarning ajoyib aniqligi bilan mahsulotlarni olish imkonini beradi. Bunday mahsulotlar nafaqat har xil turdagi simlar (elektr, payvandlash, trikotaj va boshqalar uchun ishlatiladi), balki turli diametrli profillar, quvurlar va novdalar ham bo'lishi mumkin. Ushbu texnologiya yordamida olingan mahsulotlar, shuningdek, yaxshi mexanik xususiyatlar bilan ajralib turadi, chunki metallni chizish jarayonida qattiqlashuv uning sirt qatlamidan chiqariladi. Tel ishlab chiqarishga kelsak, chizish usuli diametri 1-2 mikrondan 10 yoki undan ko'p millimetrgacha bo'lgan mahsulotlarni olish uchun ishlatilishi mumkin.
Chizish texnologiyasi bugungi kunda yaxshi rivojlangan, uni amalga oshirish uchun nosozliklarsiz ishlaydigan va texnologik jarayonni sekundiga 60 metrgacha tayyor mahsulot tezligida amalga oshirishga imkon beradigan zamonaviy chizma mashinalari modellari qo'llaniladi. Chizish uchun bunday uskunadan foydalanish, qo'shimcha ravishda, ish qismini sezilarli darajada qisqartirishni ta'minlashga imkon beradi.

Tel chizish texnologiyasi bir necha bosqichlarni o'z ichiga oladi.
- Dastlabki ish qismi 50 gradusgacha qizdirilgan sulfat kislota eritmasi qo'llaniladigan ishlov berish jarayoniga duchor bo'ladi. Bunday muolajadan o'tgan metall yuzasidan shkala osongina chiqariladi va shu bilan chizma mashinalarining qoliplarining ishlash muddatini oshiradi.
- Ishlov beriladigan buyumning plastisitivligini oshirish va uning ichki tuzilishini nozik taneli holatga keltirish uchun metallni dastlabki yumshatish amalga oshiriladi.
- Juda agressiv bo'lgan tuzlangan eritmaning qoldiqlari zararsizlantiriladi, shundan so'ng ish qismi yuviladi.
- Ish qismining uchi matritsaga o'tishi uchun u o'tkirlashadi, buning uchun bolg'a yoki zarb rulonlardan foydalanish mumkin.
- Barcha tayyorgarlik operatsiyalari tugagandan so'ng, ishlov beriladigan qism tayyor mahsulotning profili va o'lchamlari hosil bo'lgan tel chizma qoliplari orqali o'tkaziladi.
- Tel ishlab chiqarish tavlanish bilan yakunlanadi. Chizilgandan so'ng, mahsulot bir qator qo'shimcha texnologik operatsiyalarga ham duchor bo'ladi - kerakli uzunlikdagi segmentlarga kesish, uchlarini olib tashlash, tekislash va boshqalar.
Jarayonning xususiyatlari
Har qanday simli tortma chizishning bunday kamchiligini tayyor mahsulotning etarlicha yuqori darajada deformatsiyalanmaganligi sifatida biladi. Bu, chizma mashinasining ishlov berish zonasidan chiqib, faqat ishlov berish paytida tegishli kuch qo'llaniladigan ishlov beriladigan qismning oxiri kuchi bilan cheklangan darajada deformatsiyalanishi bilan izohlanadi.
Chizma mashinalarida qayta ishlanadigan boshlang'ich material sifatida uglerodli va qotishma po'latlardan, shuningdek rangli qotishmalardan uzluksiz quyish, presslash va prokat yo'li bilan olingan metall blankalar hisoblanadi. Chelik qotishmasi qayta ishlansa, chizish jarayoni eng qiyin. Bunday hollarda yuqori sifatli chizish uchun metall mikroyapısini kerakli holatga keltirish kerak. Po'latning optimal ichki tuzilishini olish uchun avval patentlash kabi texnologik operatsiya qo'llanilgan. Bu qayta ishlash usuli po'lat birinchi austenitization haroratiga qizdirilgan, va keyin taxminan 500 ° haroratgacha qizdirilgan qo'rg'oshin yoki tuz eritmasida saqlanadi, deb aslida iborat edi.

Metallurgiya sanoatining zamonaviy rivojlanish darajasi, unda metallar va qotishmalar ishlab chiqarishda qo'llaniladigan texnologiya va uskunalar metallni bunday murakkab va ko'p vaqt talab qiladigan tarzda chizishga tayyorlamaslik imkonini beradi. Zamonaviy eritish zavodidan chiqadigan po'latdan yasalgan igna allaqachon chizish uchun eng mos keladigan ichki tuzilishga ega.
Chizma texnologiyasining o'zi va chizma uskunalari ham yillar davomida takomillashtirildi. Natijada, bugungi kunda simli tortma zamonaviy chizma qurilmalaridan foydalanish imkoniyatiga ega, bu esa minimal mehnat xarajatlari bilan yuqori sifatli mahsulotlarni olish imkonini beradi. Bunday ixtisoslashtirilgan chizma mashinalarida bajariladigan ishlov berishning sifati va aniqligi nafaqat ularning zamonaviy ish asboblari bilan jihozlanishi, balki ularning ishlashi davomida havo va suvdan foydalaniladigan kombinatsiyalangan sovutish tizimidan foydalanish bilan ham ta'minlanadi. Bunday chizma mashinasidan chiqib, tayyor mahsulot nafaqat geometrik parametrlarning talab qilinadigan sifati va aniqligi, balki optimal mikro tuzilishga ham ega.
Metall chizish uchun qanday jihozlardan foydalaniladi
Tel tortuvchi o'z kasbiy faoliyatida foydalanadigan uskuna tegirmon deb ataladi. Ixtisoslashgan chizma mashinasi jihozlarining majburiy elementi bu "ko'zdan kechirish teshigi" - tortish. Qolipning diametri, albatta, har doim u orqali o'tkaziladigan ishlov beriladigan qismning kesma o'lchamlaridan kichikroq bo'lishi kerak.

Bugungi kunga kelib, ishlab chiqarish korxonalari tortish mexanizmini loyihalashda bir-biridan farq qiladigan ikkita asosiy turdagi ixtisoslashtirilgan chizma mashinalaridan foydalanadilar. Shunday qilib, ular ajratadilar:
- tayyor mahsulot tortish kuchini ta'minlovchi barabanga o'ralgan mashinalar;
- tayyor simning to'g'ri chiziqli harakati bilan jihozlash.

Ikkinchi turdagi qurilmalarda, xususan, rulonlarda o'rashni talab qilmaydigan quvurlar va boshqa mahsulotlar tortiladi. Bu asosan baraban mexanizmi bilan jihozlangan mashinalarda ishlab chiqariladigan sim, shuningdek, kichik diametrli quvurli mahsulotlar. Bunday mashinalar, dizaynga qarab, quyidagilar bo'lishi mumkin:
- yagona;
- bir nechta, toymasin yoki surilmasdan ishlaydigan, shuningdek, ishlov beriladigan qismga qarshi kuchlanish printsipidan foydalanadiganlar.

Eng oddiy dizayn bitta chizma mashinasidir. Bunday asbob-uskunalarni manipulyatsiya qilgan holda, sim tortmasi bir o'tishda tortilishini amalga oshiradi. Uzluksiz sxemada ishlaydigan ko'p turdagi chizilgan qurilmada tayyor mahsulotni shakllantirish 2-3 o'tishda amalga oshiriladi. Sanoat miqyosida sim ishlab chiqaradigan yirik korxonalar turli maqsadlar uchun mahsulot ishlab chiqaradigan turli quvvatdagi o'ndan ortiq chizma mashinalari bilan jihozlanishi mumkin.
Har qanday chizma mashinasining asosiy ishchi organi, yuqorida aytib o'tilganidek, matritsa bo'lib, uni ishlab chiqarish uchun qattiq metall-keramika qotishmalari - bor, molibden, titan karbidlari, termokorund va boshqalar ishlatiladi. Bunday materiallarning o'ziga xos xususiyatlari yuqori qattiqlikdir, aşınmaya qarshi istisno qarshilik, shuningdek, past yopishqoqlik. Ba'zi hollarda, juda nozik po'lat simni yasash kerak bo'lganda, qolip sanoat olmoslaridan tayyorlanishi mumkin.

Kalıp kuchli va egiluvchan po'lat qafasga o'rnatiladi. Bu chizma taxtasi deb ataladi. O'zining plastikligi tufayli bunday ushlagich qolipga sezilarli bosim o'tkazmaydi va shu bilan birga unda paydo bo'ladigan kuchlanish kuchlanishlarini kamaytiradi.
Zamonaviy korxonalarda metallni chizish ko'pincha prefabrik qoliplar yordamida amalga oshiriladi, bu esa bunday jarayonni gidrodinamik ishqalanishning kuchayishi sharoitida ham samarali amalga oshirishga imkon beradi. Bundan tashqari, bunday asbobdan foydalanish quvvat sarfini kamaytiradi va uskunaning unumdorligini 20-30% ga oshiradi.
Metall blankalarni tayyorlash
Maxsus jihozlardan foydalangan holda simli tortma faqat ishlov beriladigan qismning yuzasi to'g'ri tayyorlangan bo'lsa, yuqori sifatli yakuniy natijaga erishishi mumkin. Bunday tayyorgarlik o'lchovni olib tashlashdan iborat bo'lib, buning uchun quyidagi usullardan foydalanish mumkin:
- mexanik;
- kimyoviy;
- elektrokimyoviy.
Uglerodli po'latdan yasalgan blankalar uchun qo'llaniladigan mexanik tozalash usuli oddiyroq va tejamkor. Bunday tozalashni amalga oshirayotganda, ishlov beriladigan qism oddiygina turli yo'nalishlarda egilib, keyin uning yuzasi metall cho'tkalar bilan ishlanadi.

Xlorid yoki sulfat kislota eritmalari qo'llaniladigan kimyoviy tozalash yanada murakkab va qimmatga tushadi. Bunday murakkab va juda xavfli operatsiyani bajaruvchi mutaxassis yaxshi tayyorgarlik ko'rishi va agressiv echimlar bilan ishlash uchun barcha xavfsizlik qoidalariga qat'iy rioya qilishi kerak. Agar sim zanglamaydigan va boshqa turdagi yuqori qotishma po'latlardan yasalgan bo'shliqlardan tayyorlanishi kerak bo'lsa, kimyoviy tozalash usuli ajralmas hisoblanadi. Shuni esda tutish kerakki, kimyoviy tozalashni amalga oshirgandan so'ng, ishlov beriladigan qismning sirtini issiq, keyin esa sovuq suv bilan yaxshilab yuvish kerak.
Elektrokimyoviy tozalash usuli elektrolitik eritmada qirqish usuliga asoslangan. Amalga oshirish xususiyatlariga ko'ra, bunday usul anodik va katodik bo'lishi mumkin.
Mis simni chizish
Chizish texnologiyasi haqida ko'proq ma'lumotga ega bo'lish uchun siz mis simning qanday qilinganligi misolidan foydalanib ko'rib chiqishingiz mumkin. Bunday operatsiyani bajarish uchun ignabargli buyumlar quyish yo'li bilan olinadi, shundan so'ng ular birlashtiriladi va o'raladi. Mis simni chizish eng yuqori sifat bilan bajarilishi uchun ishlov beriladigan qismning yuzasidan oksidli plyonkani olib tashlash kerak, buning uchun u kislota eritmasi bilan ishlanadi.

Chizish jarayonining o'zi payvandlash paychalarining (yoki boshqa har qanday) ishlab chiqarishdan juda farq qilmaydi. Bunday holda, sim tegirmoni ishlov beriladigan qismni ma'lum diametrli spinnerlardan o'tkazib, tortadi. Juda kichik diametrli (10 mikrongacha) mis simni ishlab chiqarish uchun uning shakllanishi maxsus moylash kompozitsiyasida (immersion usuli) amalga oshirilishi mumkin. Bunday kompozitsiyalar sifatida, xususan, foydalanish mumkin:
- murakkab echimlar;
- maxsus emulsiyalar;
- murakkab moddalar.
Uning shakllanishi vaqtida sim o'tadigan bunday kompozitsiyalardan foydalanish tashqi yuzasi maksimal tozaligi bilan ajralib turadigan mahsulotlarni olish imkonini beradi.
0
Chizish - metallni teshikdan tortib olinganda uning deformatsiyalanishi jarayoni, uning chiqish o'lchami ishlov beriladigan buyumning dastlabki kesimidan kichikdir.
Chizma yordamida, asosan, diametri 0,065 mm gacha bo'lgan ingichka simli navlar, shuningdek, aniq o'lchamdagi rodlar va yupqa devorli quvurlar ishlab chiqariladi. Ba'zi hollarda, chizish bilan, profil assortimenti tugaydi.
Rolling kamida 5 mm diametrli simni ishlab chiqaradi; yupqa navlarni ishlab chiqarish uchun chizmaga murojaat qiling. Yupqa navlar metallning tez sovishi tufayli prokat yo'li bilan ishlab chiqarilmaydi.
Chizish jarayoni sxematik tarzda rasmda ko'rsatilgan. 311, a.
Shaklda. 311b rasmda chizilgan taxtada amalga oshirilishi mumkin bo'lgan uch turdagi teshiklarni ko'rsatadi. A shakli eng yaxshisidir; u chizilgan metallning kesma qismini asta-sekin kamaytirishga imkon beradi, shuningdek, chizish paytida yuzaga keladigan ishqalanish kuchini minimal darajaga tushiradi.
Ko'zlar, o'limlar, o'liklar deb ataladigan chizilgan teshiklar chizilgan taxtaning o'zida yoki taxtaga kiritilgan alohida qismlarda amalga oshirilishi mumkin; ikkinchi holatda, taxta yumshoq po'latdan yasalgan bo'lishi mumkin.
Agar ko'zlar taxtalarning o'zida qilingan bo'lsa, ular uchun material sifatida yuqori karbonli po'lat, xrom yoki xrom-volfram, maxsus xromli quyma temir ishlatiladi.
Insert ko'zlari uchun material sifatida maxsus po'lat, qattiq qotishmalar, olmos, agat ishlatiladi.
yupqalash koeffitsienti. Chizma teshigidan o'tgandan keyin sim diametrining uning o'tishdan oldingi diametriga nisbati yupqalash omili deb ataladi.
![]()
bu erda d1 - chizilgandan keyin simning diametri;
d - chizishdan oldin sim diametri;
K - yupqalashtiruvchi omil.
K qiymati qanchalik kichik bo'lsa, chizilgan teshiklardan o'tishlar soni qanchalik kichik bo'lsa, ma'lum diametrli simni bir xil manba materialidan olish mumkin. Ammo yupqalash koeffitsientini o'zboshimchalik bilan kamaytirish mumkin emas, chunki uning qiymati ma'lum bir minimumdan oshsa, sim uziladi.
Yupqalash koeffitsientining minimal qiymatini aniqlash uchun chizilgan teshikdan o'tadigan metallning boshdan kechirgan deformatsiyalarining tabiatini aniq tushunish kerak.
Chizma teshigida joylashgan simning qismi teshik konusining yonidan siqilishga duchor bo'ladi; bu bosim sim materialining elastik chegarasidan kattaroq bo'lishi kerak; chizilgan taxta va tortish mexanizmi o'rtasida joylashgan simning qismi kuchlanishni boshdan kechiradi; kuchlanish kuchining kattaligi sim materialining elastik chegarasidan oshmasligi kerak.

Chizma teshigidan o'tishdan oldin simning diametrini va undan o'tgandan keyin d 1 bilan belgilaymiz (312-rasm), z - simning cho'zilgan qismidagi kuchlanishi, p - simning bosimi. konusning yonidan, y - sim va chizma taxtasi materiallari orasidagi ishqalanish koeffitsienti; keyin quyidagi tenglikni olamiz:
Chunki E ,Fd - konusning sim bilan aloqa qiladigan qismining yon yuzasi, u holda

Yumshoq po'lat simni chizishda z = 20, p = 40 va y = 0,1 ni olish mumkin; keyin a = 15 ° da
![]()
Qattiqroq material uchun K qiymati 0,95 ga oshadi.
Chizilgan teshiklardan o'tishlar sonini aniqlash. Muayyan turdagi simni chizishda K konstantasining qiymatini hisobga olgan holda, simning dastlabki va oxirgi diametrlari va K qiymatiga asoslanib, simning chizilgan teshiklardan o'tish sonini aniqlash mumkin. yakuniy diametri berilgan.
Sim ketma-ket o'tkaziladigan ko'zlarning diametrlarini d 1, d 2 ..., d n harflari bilan belgilab, bizda mavjud

Chizish uchun zarur bo'lgan kuch, noziklashtiruvchi omil kamayishi bilan ortadi. Chizish jarayonida simning kesimi qanchalik o'zgarsa, chizish uchun zarur bo'lgan kuch shunchalik ko'p bo'ladi; formulasi bilan aniqlash mumkin

bu erda k - materialning deformatsiyaga chidamliligi, chizishdan oldin va keyin uning mustahkamligining o'rtacha arifmetik qiymatiga teng (qattiqlashuv tufayli materialning chizilgandan keyin mexanik xususiyatlari biroz o'zgaradi);
F 1 - chizilganidan keyin simning tasavvurlar maydoni;
F 0 - chizishdan oldin simning tasavvurlar maydoni;
y - ishqalanish koeffitsienti;
a - chizilgan ko'zning burchagi (312-rasmga qarang).
Chizish uchun zarur quvvat, tengligidan topish mumkin

Chizish mashinalari. Chizish mashinalari to'g'ri chiziqli harakatlanuvchi mashinalarga yoki qisqichlarga va ishlov beriladigan materialni o'rashga ega mashinalarga yoki blokli (baraban) bo'linadi.
Tong mashinalari qalin kalta novdalar yoki quvurlarni chizish uchun ishlatiladi, blokli mashinalar ixtiyoriy uzunlikdagi ingichka simni chizish uchun ishlatiladi.

Tong chizish mashinasining qurilmasi rasmda ko'rsatilgan. 313, Rolikli zanjir va unga bog'langan qisqichlarning harakati o'q bilan ko'rsatilgan yo'nalishda sodir bo'ladi. Penslar chizilgan teshikdan o'tgan novda yoki trubaning uchli uchini ushlab, taxta orqali sudrab olib boradi. Qisqichlar o'ta to'g'ri holatga yetganda, qisqichlar zanjirga bog'langan ilgak zanjirdan sakrab tushadi va tortish to'xtaydi. Agar siz mashinadan uzunroq novda olishingiz kerak bo'lsa, qisqichlar mashinaning chap uchiga o'tkaziladi va bar yangi joyga olinadi.
Bunday mashinada ishlash sekin, intervalgacha, shuning uchun sim ishlab chiqarishda qisqichlar ishlatilmaydi, ular kalibrlangan temir va quvurlarni chizish uchun ishlatiladi.
Blok stack qurilmasi rasmda ko'rsatilgan. 314, a, b, c. Chizma taxtasi 2 orqali tortilgan sim o'ralgan baraban 1 vertikal milya 3 ga o'rnatiladi, uning aylanishi 4 va 5 konik tishli uzatmalar orqali uzatiladi; dastagi 6 barabanni ko'tarish uchun ishlatiladi.

Barabanga qisqichli zanjir biriktirilgan bo'lib, u chizilgan taxtadan o'tkazilgan simning uchli uchini ushlaydi. Chizma taxtasi oldiga bir chashka moylash moslamasi qo'yiladi, u orqali tortishni osonlashtirish uchun sim o'tkaziladi.
Katta diametrli simni chizishda sulfat kislota va mis sulfatning suvdagi eritmasidan (70 kg suvga 2-15 kg sulfat kislota, 1-4 kg mis sulfat) o'tkaziladi. Bu, bir tomondan, chizish ishini osonlashtiradi, chunki sulfat kislota simning sirtini biroz korroziyaga olib keladi, boshqa tomondan, mis hosil bo'lgan nosimmetrikliklar to'ldirishi tufayli sim chiroyli silliq sirt oladi.
Bundan tashqari, sim bir vaqtning o'zida bir nechta teshiklardan tortiladigan mashinalar mavjud. Bu chizish usuli uzluksiz deyiladi.
315-rasmda sakkizta yivli bloklarga va bir xil miqdordagi chizma taxtalariga ega bo'lgan uzluksiz chizma mashinasining qurilmasi ko'rsatilgan.

1-g'altakning simi chizma taxtasining ko'zidan o'tadi va chizma barabanining pastki pog'onasiga o'raladi; zinapoya atrofida bir necha marta aylanib, barabanning keyingi (chapga), biroz kattaroq qadamiga o'tadi va undan keyingi kichikroq ko'zga kiradi va hokazo. Oxirgi eng kichik chizish teshigidan o'tib, sim qabul qiluvchi tamburga kiradi. 2. Alohida barabanlarning diametrlari asta-sekin ingichka simning tezligiga mos keladi.
Chizish jarayonida sim perchinlanadi va mo'rt bo'ladi; yumshoqlikni tiklash uchun u tavlanadi.
Agar chizish jarayonida sim haddan tashqari mo'rt bo'lib qolsa, u chizilgan teshiklar orqali ketma-ket qo'shimchalar orasida tavlanadi.
Quvurlarni chizish quyidagi hollarda bajarilishi mumkin: 1) mahkamlangan mandrelda; 2) quvur bilan birga harakatlanuvchi mandrelda; 3) mandrelsiz.

Ruxsat etilgan mandrelga chizish sxematik tarzda rasmda ko'rsatilgan. 316, a; harakatlanuvchi mandrelda quvurlarni chizish uchun qurilmaning sxemasi shaklda ko'rsatilgan. 316b; 1 - konussimon teshikka ega bo'lgan bosh, unga turli o'lchamdagi shlyapalar kiritilgan 2 (matritsalarning o'lchami tayyorlanayotgan quvurning tashqi diametrining o'lchamini aniqlaydi); trubaning uchi chizma kallagiga 3, mandrel 5 esa boshga 4 o'rnatilgan. bir oz siqilgan uchi chizish teshigidan o'tkaziladi va chizish boshiga o'rnatiladi; shundan so'ng, mandrel quvurga suriladi. Mashina mexanizmi harakatga keltirilgach, quvur chizilgan teshikdan tortiladi va u qoliplar va mandrel boshi tomonidan aniqlangan o'lchamlarni oladi.
Shaklda. 316, c quvur 1 bilan birga harakatlanuvchi mandrelni ko'rsatadi va quvurni bunday mandrelga mahkamlash 2. Ba'zan siqilgandan keyin mandrelni quvurdan olib tashlash uchun maxsus qurilmalar qo'llaniladi.
Mandrasiz chizish kichik diametrlarni ishlab chiqarishda qo'llaniladi, mandrelli mashinalarda oldindan ishlov beriladi. Bunday holda, oldindan chizilgan quvurlar belgilanganidan biroz kattaroq diametrli va bir oz kichikroq devor qalinligi bilan amalga oshiriladi; chizilgan teshiklardan o'tib, diametrining qisqarishiga va trubaning devorlarining qalinligining oshishiga erishiladi.
Bimetalik simni chizish oddiy chizishdan farq qilmaydi.
Annotatsiyani yuklab oling: Bizning serverimizdan fayllarni yuklab olish huquqiga ega emassiz.
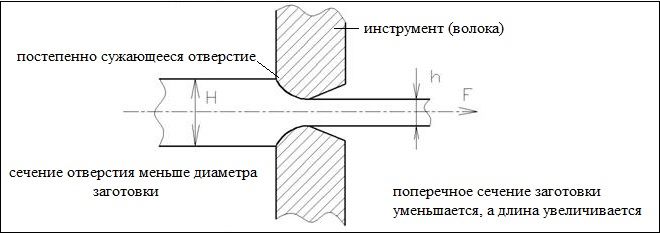
Metallni chizish orqali qayta ishlash uchun mashinalar qo'llaniladi, ularda chizish texnologiyasining o'zi amalga oshiriladi. Ushbu uskuna yordamida metall blankalar qayta ishlanadi, bu ular xuddi teshiklardan tortilganligidan iborat. Ushbu teshiklarning o'lchamlari ish qismlarining o'lchamlaridan ancha kichikroq, ya'ni. ularning bo'limlari. Ish qismlari siqiladi, ularning siqilishi bilan bog'liq holda, ularning shakli va kesimi o'zgaradi, bu ularning uzunligining oshishiga olib keladi. Rasmga qarang. 1.
Metallni qayta ishlash Dumaloq va shaklli qismli qismlarni ishlab chiqarishning ushbu usuli bir qator ijobiy xususiyatlarga ega:
- yuqori profil aniqligi;
- sirt tozaligi.
Va ishlab chiqarishda sovuq chizish usuli Bundan tashqari, qo'shimcha imtiyozlar mavjud:
- hosildorlikni oshirish;
- kuch;
- chizilgan ish qismining qattiqligi.
Sanoat va xalq xo'jaligining ko'pgina tarmoqlarida chizmachilik mahsulotlari keng qo'llaniladi.
Chizish usullari qo'llaniladi:
- minimal diametri 5 mikron bo'lgan simni olishda;
- yupqa quvurlarni ishlab chiqarishda, diametri maks. 400 mm.
Metall qismlarni chizish orqali qayta ishlash uchun zamonaviy tegirmonlar juda yaxshi. Ular bugungi kunda:
- samaradorligini oshirish bilan;
- mahsulotning yaxshi sirt sifati;
- tortishish chidamliligi oshishi bilan;
- yaxshilangan xavfsizlik shartlari bilan.
Yaxshi nazorat qilish va o'lchash texnologiyasi allaqachon avtomatlashtirilgan chizma jarayonlarini aniq bajarishga imkon beradi.
Yuqori chidamlilikka ega bo'lgan qoliplar nozik diametrlarda tezlikni va simni tortishda sezilarli o'sishga erishadi. Tel diametrining o'lchamlarining aniqligiga juda qattiq talablar qo'yiladi.
Ish qismlarini broshlash orqali qayta ishlash uchun turli xil dizayndagi qurilmalar qo'llaniladi. Va ikki turdagi chizma tegirmonlari mavjud.
funktsional qurilma tortish moslamasi tegirmonlarni chizish maqsadini aniqlaydi. Materiallar to'g'ri chiziqda chizilgan tegirmonlar mavjud. Bu:
- zanjir,
- tırtıllı tortish bilan jihozlangan tegirmonlar,
- o'zaro vagonlar bilan,
- javon,
- gidravlik.
Qayta ishlangan metallni o'rash uchun mo'ljallangan barabanli tegirmonlar mavjud.
To'g'ri chiziqda ishlov beriladigan materialning harakati bilan tegirmonlarning maqsadi:
- barlarni chizish uchun,
- quvurlarni chizish,
- tartibsizliklarga uchramaydigan boshqa mahsulotlar.
G'alayonlarda o'rash materiallari bilan tegirmonlarni tayinlash:
- maxsus profil bilan sim chizish,
- minimal diametrli quvurlarni chizish.
Ular barabanlar soni, ishlash printsipi bilan tavsiflanadi va quyidagilarga bo'linadi:
- yagona;
- bir nechta, surma funktsiyasi bilan;
- bir nechta, sirpanish funktsiyasisiz;
- ko'p, teskari kuchlanish bilan.
Yagona chizilgan tegirmonlarning nomi o'zi uchun gapiradi: chizish jarayoni bir o'tishda amalga oshiriladi. Bir nechta tegirmonlarda - bir nechta o'tishda.
Chizish yo'li bilan po'lat sim ishlab chiqarish uchun zamonaviy birliklar - bu turli xil materiallardan sim ishlab chiqarish bo'yicha operatsiyalarni bajarishni ta'minlaydigan uskunalarni o'z ichiga olgan butun murakkab liniyalar: past uglerodli, yuqori uglerodli yoki qotishma po'lat navlari. Chizilgan material bir qator texnologik tayyorgarlik operatsiyalari yoki issiqlik bilan ishlov berishdan o'tadi. Bu simning kelajakdagi maqsadiga bog'liq.
Chizish uchun sim mos ravishda tayyorlanishi kerak. U tuzlangan bo'lishi kerak, qoplanishi, issiq va sovuq yuvilishi, quritilishi kerak.
Chizishga tayyorgarlik ko'rish uchun yuqoridagi tartib-qoidalardan so'ng, sim ishlab chiqarishning chizilgan qismiga o'tkaziladi. Foydalanish maqsadiga qarab, chizilganidan keyin sim termik ishlov beriladi yoki moylanadi, bog'lanadi yoki qadoqlanadi. Xuddi shu korxona tomonidan simdan qisman foydalanilgan taqdirda, u tegishli ustaxonalar yoki bo'limlarga o'tkaziladi. U katta g'altaklarda yoki g'altaklarda uzatiladi.
Yordamchi uskunalar
Har bir birlik asosiy va yordamchi uskunalar bilan jihozlangan. Asosiy jihozlar chizish operatsiyasini bajaradi.
Yordamchi uskunalar:
- ochadi,
- o'rashchilar,
- sim o'tkirlashtirgichlar,
- moylash uskunalari,
- isyonni qadoqlash uskunalari,
- simni kesish uchun
- payvandlash paychalarining va boshqalar uchun.
Biz yuqorida aytib o'tgan bir turdagi chizma tegirmonida materialni o'rash uchun baraban mavjud. Chizish jarayonida o'tishlar soni va tegirmon turi chizma tegirmonining asosiy jihozlarini o'zgartirmaydi. U quyidagilarni o'z ichiga oladi: tortuvchi baraban, vites qutisi, elektr motor.
Chelik simlarni chizish uskunalari rangli simlarni chizish uskunasidan farq qiladi. Ammo bugungi kunda ushbu turdagi uskunalar o'rtasidagi chiziq xiralashgan. Jarayon texnologiyasining o'zi chizmachilik uskunalarini loyihalash uchun o'ziga xos talablarni va uning asosiy xususiyatlarini belgilaydi.
Chizma uskunalari ham universal, ham standartlashtirilgan bo'lishi mumkin. Katta quvvatli va tor assortimentga ega bo'lgan ishlab chiqarish maydonlarida, qoida tariqasida, maxsus jihozlardan foydalaniladi va keng assortimentni ishlab chiqarishda universal uskunalardan foydalanish tavsiya etiladi.
Rangli metall (mis, alyuminiy) po'latdan kamroq kuchga ega. Bu xususiyat chizma tegirmonining asosiy parametrlarini va uning dizaynini tanlashda eng hal qiluvchi hisoblanadi.
Yumshoq materiallardan, masalan, rangli metalldan simni chizish jarayoni uchun toymasin funktsiyasi bo'lgan chizma mashinalari ishlatiladi. Buning sababi shundaki, yumshoq materialdan yasalgan simni siljitishda ishqalanish yo'qotishlari po'latdan yasalgan materialni chizishga qaraganda kamroq bo'ladi. Rangli metallning egiluvchanligi va past quvvati har qanday holatda ham tegirmonni to'ldirishni osonlashtiradi. Sürgülü tegirmonlar po'lat sim ishlab chiqarishda, asosan, minimal diametrli ingichka sim va maxsus ilovalar uchun sim ishlab chiqarishda kamroq qo'llaniladi.
Yagona chizilgan tegirmonlarda diametri 25-40 mm bo'lgan turli profilli qalin simlar va dumaloq bo'laklar, qora va ko'proq rangli metallardan quvurlar ishlab chiqariladi. Katta diametrli quvurlarni chizishda katta diametrli barabanlar ham ishlatiladi. Quvurning diametri qanchalik katta bo'lsa, barabanning diametri qanchalik katta bo'lsa, tanlanadi.
Blankalar barabanga faqat bitta qatorda yig'iladi, bu esa g'alayonning og'irligini kamaytiradi. Kalıp baraban bo'ylab harakatlanadi, material baraban bo'ylab rulonlarni harakatlantirmasdan o'raladi. Shunday qilib, rulonlarning yuzasi va profili shikastlanishdan himoyalangan. Guruch. 2 harakatlanuvchi qolip tegirmonini ko'rsatadi.
Yagona chizma tegirmonlari 0,05-200 kN kuchga mo'ljallangan. Bu tortiladigan materialning xususiyatlari bilan belgilanadi: bo'lim, profil, sifat. Chizish tezligi 5 m/sek ga etadi.
Yagona tegirmonlarda g'alayonlar massasining ko'payishi tufayli hosildorlik oshadi. Bu xomashyoning ochiladigan tomonida ham, tayyor simning o'ralgan tomonida ham sodir bo'ladi. Chizilgan simning diametri qanchalik katta bo'lsa, payvandlash orqali oshirish mumkin bo'lgan rulonlarning og'irligi shunchalik katta bo'ladi.
Barcha yordamchi qismlarga ega bo'lgan bitta tortma dastgohi rasmda ko'rsatilgan. 3.
Reduktor 1, vites qutisi 2, elektr motor 3, ochish shakli 4, ishora moslamasi 5, ko'taruvchi 6 va stend 7.
Qabul qiluvchi qurilmalar simni keyingi operatsiyalarga o'tkazish uchun ishlatiladi. Tegirmon faqat qabul qilish moslamalarini o'zgartirganda to'xtaydi, bu uni to'ldirish vaqtida sodir bo'ladi. Bu juda tez protsedura. Katta massasi 3 tonnagacha bo'lgan tartibsizliklar uchun maxsus qabul qiluvchi qurilmalar qo'llaniladi. Ketma-ket oziqlangan g'alayonlar tegirmonni to'xtatmasdan, uning tezligini pasaytirmasdan chizishga o'tkaziladi.
Yagona chizilgan tegirmonlardagi motorlar ham to'g'ridan-to'g'ri, ham o'zgaruvchan tok bo'lishi mumkin. Ular tegirmonning o'rmalash tezligida ishlashini, agregatning silliq ishga tushirilishini, yugurish ishlashini, chizish paytida tezlikni nazorat qilishni va favqulodda to'xtash imkoniyatini ta'minlashi kerak.
2. Ikki tomonlama chizma mashinalari
Ikki marta chizish mashinalari chizish jarayonini ikkita o'tishda, boshqacha aytganda, ikkita brosh etarli bo'lganda amalga oshiradi. Bu ma'lum bir sim o'lchamini ta'minlash uchun yoki ishlab chiqarish hajmi past bo'lganda kerak. Materiallar ikkita brosh bilan to'rt marta siqilishga duchor bo'ladi.
Bunday tegirmonning eng oddiy versiyasi ikki bosqichli tamburdan foydalanishdir. Birinchi bosqichda baraban kichikroq diametrga ega, bu esa simning siljishini ta'minlaydi. Rulolarning har xil eskirishi qadamlarning diametrlaridagi farq tufayli kaputni kaputdan 1-2% balandroq o'rnatishga imkon beradi.
Pastki pog'onada sirpanish sodir bo'ladi, aks holda sim uzilishi mumkin. Yuqori chegirmalarni berishning imkoni yo'q.
Differentsial er-xotin chizilgan skameykalar ikkala bosqichda ham sirpanishsiz ishlaydi, ammo ular yuqori va past pasayishlarga imkon beradi. Ikki marta chizish printsipi bo'yicha ishlaydigan differentsial tegirmon rasmda ko'rsatilgan. 4. Bir xil o'qda joylashgan ikkita chizma barabaniga ega.
3. Bir nechta hayratda qoldirish
Bir nechta chizma tegirmonlari - ishlov beriladigan qism bir vaqtning o'zida bir nechta chizma qoliplari orqali tortiladigan uskunalar. Bu qayta ishlangan materialning ekstraktsiyasini oshirish uchun amalga oshiriladi. Simlar ketma-ket ketma-ket joylashtirilgan.
Chizmaning ko'pligini aniqlash uchun qayta ishlangan materialning o'lchamlari, uning kesimi, yakuniy mahsulotning berilgan o'lchami va uning mexanik xususiyatlari muhim ahamiyatga ega. Odatda, ko'plik 2 - 25 oralig'ida o'rnatiladi, lekin ko'proq o'rnatilishi mumkin.
Material qanchalik kuchli bo'lsa, cho'zish shunchalik qiyin bo'ladi. Materialni bir vaqtning o'zida bir nechta chiziqdagi barcha matritsalar orqali tortib olish uchun oxirgi qolipning orqasida etarli kuchlanish yo'q. Buning uchun har bir chizilgandan keyin alohida tortuvchi tambur ishlatiladi. Tortuvchi baraban aylanadi, tortilgan material matritsani qoldirib, barabanga o'raladi, bir vaqtning o'zida o'raladi va keyingi matritsaga o'tadi.
Sürgülü funksiyali bir nechta tegirmonlar
Bir nechta chizma tegirmonining barcha chizma qoliplari uchun nisbat yoki nisbat mavjud.
Bu holat jihozning muvaffaqiyatli ishlashining kalitidir:
F1v1=F2v2=...=Fnvn,
bu holda, F1, F2, ..., Fn - simning matritsadan chiqib ketgandagi tasavvurlar maydoni;
v1,v2, ..., vn - simni barabanga o'rashda, sim matritsadan chiqqanda tezlik.
Muayyan vaqt ichida bitta qolipdan tortilgan materialning hajmi tegirmonning barcha matritsalari uchun bir xil bo'lishi kerak, aks holda sim uzilib, ilmoqlar tushadi va keyin chalkashib ketadi.
Shaklda ko'rsatilgan bir nechta chizilgan chiziq. 5a, ketma-ket joylashtirilgan 7 ta qolipdan (1-poz) va 7 barabandan (2 va 3-poz) iborat. Chizish uchun sim rasmga (pos. 4) qo'yiladi (qo'zg'almas). Hamma yetti nog‘ora tortmoqda. Drayv pos.5 va reduktor pos.6 simni chizish uchun har bir qolip uchun o'rnatilgan har bir barabanni boshqaradi.
Har bir baraban pos.2 da simning bir nechta burilishlari o'ralgan. Ishlash rejimida barabanning har bir aylanishi bir burilishning o'rashiga to'g'ri keladi. Bunday holda, yuqoridan bir burilish o'raladi. Barabanning doimiy burilish soni shunday ta'minlanadi. Tayyor mahsulot sifatida cho'zilgan sim baraban posasiga o'raladi. 3.
Tegirmonning ishlashi davomida uning shlyapalari tabiiy ravishda eskiradi. Elyaflar ishlab chiqarishda noaniqliklar bo'lishi mumkin. Ikkala jihat ham barabanlarning aylana tezligi va simni qoliplar orasiga tortishda harakat tezligi o'rtasida nomuvofiqlikka olib kelishi mumkin.
Ma'lum bo'lishicha, tortish paytida tezlik oraliq barabanning aylana tezligidan biroz kattaroq bo'lishi mumkin. Baraban tortish kuchini yarata olmaydi. Shu munosabat bilan, bu turdagi tegirmonlarda, sirpanish funktsiyasi bilan, ichki barabanlarning aylana tezligi simning matritsadan chiqqandagi tezligidan 2-4% yuqori bo'lishi uchun tanlanadi. Barabanlar tezligidagi bu farq tufayli, oxirgi barabandan tashqari, sim sirg'alib ketadi. Bu chizma tegirmonining "slip tegirmon" nomini aniqlaydi.
Sürgülü ko'p tortish tegirmonlari mis, alyuminiy va yumshoq po'lat kabi yumshoq materiallarni simli ishlab chiqarish uchun javob beradi. Kuchli po'latdan yasalgan sim faqat bir oz siljiydi. Aks holda, kuchli slip bilan sim juda issiq bo'ladi va baraban yuzasida sezilarli aşınma bo'ladi. Va simning sirtining o'zi qo'pol bo'ladi.
Yupqa sim (diametri 0,5-0,1 mm dan kam) ishlab chiqarishda pog'onali tegirmonlar qo'llaniladi. Shaklda bunday tegirmonning misoliga qarang. 6. Bunday tegirmonlarning konstruktsiyalari maks. to'rtta chizilgan shpindel va maksimal 25 ta o'lim. Bunday holda, tortishishlarning o'lchamlarini va barabanlarning diametrlarini bosqichma-bosqich tanlash kerak. Bugungi bir nechta tegirmonlarda simni tortish tezligi quyidagi jadvalda ko'rsatilgan:
Ikki barabanli tegirmonlar
Ko'p chizmali tegirmonlarda, sim to'planib, burala boshlaydi, yangi g'oyalar ishlab chiqilgan va qo'llanilgan. Ushbu ishlanmalar simni barabanlarga o'rash va uni keyingi qolipga o'tkazish usuliga qaratilgan.
Shaklda ko'rsatilgan. 8 tegirmon bloklar konstruktsiyasini bildiradi. Bloklar soni chizilgan ko'pligiga teng. Ushbu turdagi bajarilish an'anaviy tegirmonlarning konstruktsiyalaridan farq qiladi, chunki shpindel ikkita baraban bilan jihozlangan. Barabanlar bir-birining ustiga qo'yilgan. Pastki qismdagi baraban shpindelga kalit bilan o'rnatiladi. Yuqori baraban milga o'rnatilgan rulmanlar tufayli erkin aylanadi.
Tel pastdan yuqoriga rolik bilan boshqariladi. U barabanlarga qarama-qarshi yo'nalishda o'raladi. 9-rasmga qarang. Ikkala barabanda, yuqori va pastki qismida to'plangan sim, rulonlar bo'ylab (2 ta hidoyat roliklari) keyingi blokning qolipiga tushadi. Jarayon 1-blokdagi kabi takrorlanadi.
Barabanga o'rnatilgan maslahatlar g'altaklardagi maksimal va minimal sim zaxiralarini o'rnatadi. Maksimal zaxiraga erishilganda, uchi ishga tushadi va barabanni to'xtatadi. Sim zaxirasi yana minimal bo'lishi bilanoq, boshqa uchi barabanni ishga tushirish uchun signal beradi.
Yuqori baraban tinch holatda bo'lsa, hidoyat rolik pastki barabanga qaraganda sekinroq aylanadi (ikki marta). Bu bir xil diametrli har ikkala barabanda simning bir xil to'planishiga yordam beradi.
Pastdan barabanga o'rash bilan solishtirganda yuqori barabandan simni sekinroq o'rash bilan ikkala barabanda simning to'planishi ortadi va hidoyat rolik mil o'qi atrofida aylanishni ikki baraban orasidagi tezlik farqidan sekinroq qiladi, aniq ikki marta.
Agar yuqori tamburdan chiqarilgan sim miqdori pastki barabanga o'rash natijasida hosil bo'lgan sim miqdoriga teng bo'lsa, u holda hidoyat rolik mil o'qi atrofida aylanmaydi. Yuqori tamburdan o'ralgan sim miqdori pastki barabanga o'rash natijasida hosil bo'lgan miqdordan oshib ketganda, sim sekinroq to'planadi. Rolik pastki barabanning teskari yo'nalishda aylanishiga nisbatan aylana boshlaydi va rulonning aylanish tezligi yuqori va pastki barabanlarning aylanish tezligi o'rtasidagi farqdan (aniq ikki marta) past bo'ladi.
Bu tegirmonlarning barabanlari alohida drayvlar bilan jihozlangan. Bu tegirmonlarning konstruksiyasi bir qator afzalliklarga ega (sim burilmaydi, tayyor simni barabandan olib tashlash va g‘altaklarni jihozni to‘xtatmasdan almashtirish mumkin, har qanday barabanni alohida to‘xtatish, o‘zgaruvchan tok) drayvdan foydalanish mumkin) uning kamchiliklari, ular simning ko'p egilishidan iborat. Natijada, chizish jarayoni uchun mo'ljallangan, katta kesimli sim mavjud bo'lganda, tegirmonga ip o'tkazish qiyin.
Barabanlarning boshqa konstruktsiyasiga ega tegirmonlar bir-birining ichiga joylashtirilganda bir xil ishlash printsipi bo'yicha ishlaydi. Ilg'or tegirmonlar kuchlanishga qarshi funktsiyani o'z ichiga olgan tegirmonlar hisoblanadi.
Kuchlanishga qarshi funksiyali bir nechta tegirmonlar yoki halqa tegirmonlari.
Qarama-qarshi kuchlanish matritsalarning aşınmasını kamaytirishga yordam beradi, sim qalinligida bir xil bo'ladi. Bu yuqori tezlikda chizish jarayonini amalga oshirish imkonini beradi.
Orqa kuchlanish barabanlarning aylanish tezligini sozlash orqali, baraban ustidagi simning siljishini bartaraf etish orqali yaratiladi. Bunday tegirmonlar boshqa ko'p chizma tegirmonlari bilan bir xil tarzda jihozlangan: birin-ketin joylashgan bir nechta barabanlar va barabanlar orasiga tortma qoliplari o'rnatilgan.
Rasmga qarang. 10. Bu tegirmonlarda barabanlarning konstruksiyasi siljish funksiyasi bilan jihozlangan yangi tegirmonlarning barabanlarining dizayniga o'xshaydi. Dvigatellar chastota bilan boshqariladi. Barabanlar tezligini sozlash sirpanishsiz uzluksiz sim tortishga yordam beradi.
Sim barabanni aylanib o'tadi, kuchlanish rolikiga o'tadi, so'ngra harakatsiz, matritsa tomon harakatlanadigan bo'sh rolik atrofida aylanadi. Qatlamni tark etgandan so'ng, sim keyingi barabanga kiradi va jarayon takrorlanadi. Biz simning yo'nalishini rasmda ko'ramiz. 10. U o'qlar bilan ko'rsatilgan.
1 - tugatish tamburining bloki; 2 - oraliq baraban bloki; 3 - bufer; 4 - kuchlanish rulosi; 5 - tezlikni boshqarish moslamasi; 6, 8, 10 - sovunli idishlar; 7 - bosqichli baraban bloki; 9 - hidoyat rulosi; 11 - fan; 12, 13 - dvigatel ostidagi plitalar; 14 - tishli debriyaj; 15 - qalqonning elektr blokirovkasi; 16 - chizilgan tezligi o'lchagich: 17 - bloklar ostidagi plastinka; 18 - elektr motor; 19 - qalqon; 20 - yog 'chiqishi; 21 - oyoq to'sig'i; 22 - qo'lda to'siq
Shaklda. 12 oraliq barabanni ko'rsatadi.
Baraban pos.1 shpindel pozitsiyasiga o'rnatiladi. Tishli muftali motorli haydovchi, ko'p tishli chuvalchang pos. 4 va chuvalchang g'ildiragi pos.3 barabanni harakatga keltiradi. Alohida blok baraban posasidan iborat. 1, shpindel pozitsiyasi. 2, yuqori pos bilan ifodalangan tishli korpus. 6 va pastki pozitsiya. uning 5 qismi. Chizish jarayonida o'tishlar soni keyinchalik ramkaga o'rnatilgan bloklar sonini aniqlaydi. Bunday chizma tegirmonlari yuqori tezlikda bo'lganligi sababli, barabanlarga faqat bir nechta burilishlar o'ralgan, baraban va sim isitiladi va ularni sovutish kerak. Barabanlarni sovutish uchun suv beriladi. Tel havo bilan sovutiladi. Kalıplar sovun qutisi deb ataladigan joyga o'rnatiladi va suv bilan sovutiladi. Tegirmon qurilmasi rasmda ko'rsatilgan. 13.
Favqulodda kalit tel chigallashganda jihozni o'chiradi. Kuchlanishga qarshi funksiya bilan jihozlangan tegirmonlar bir qator afzalliklarga ega:
- barabanlar orasidagi simni tashishda u burilmaydi;
- qarshi kuchlanish avtomatik rejimda barabanlarning tezligini sozlash orqali yaratiladi;
- kuchlanishga qarshi funksiya matritsalarning eskirishini kamaytirishga va simni isitishni kamaytirishga yordam beradi; bu simning sifatini yaxshilaydi va yuqori tezlikda chizish rejimini ta'minlaydi;
- yuqoridan simni olib tashlashning hojati yo'q, bu esa ishchilarning shikastlanishini bartaraf qiladi.
Loop chizma tegirmonlarining ushbu dizayni bir qator kamchiliklarga ega:
- yuqori quvvatli po'lat navlaridan sim ishlab chiqarishda tegirmonni to'ldirish qiyin;
- ko'p sonli rulolar (kuchlanish, yo'riqnomalar) tel uchun qo'shimcha burmalar hosil qiladi;
- kichik diapazonda sozlanishi kuchlanishga qarshi;
- to'g'ridan-to'g'ri oqimning majburiy ishlatilishi ushbu dizaynning narxini va murakkabligini oshirishga olib keladi.
Bu kamchiliklar qarama-qarshilik funktsiyasiga ega bo'lgan bir martalik tegirmonlarga xos emas.
Halqasiz tegirmonlar (to'g'ridan-to'g'ri)
Shaklda. 14-rasmga qarang, kuchlanishga qarshi funksiyali boshqa tegirmon dizayni.
Ushbu qurilmada barabanlarga faqat bir nechta burilishlar o'ralgan (har bir barabanda 6 dan 10 gacha simli burilishlar). Bu burilishlar baraban va sim o'rtasida to'plangan zarur ishqalanish kuchini yaratish uchun etarli. Ip matritsalar orqali sirpanmasdan tortiladi. Tel rulolarsiz tashiladi, bu o'tish paytida chiziqning burilishiga yo'l qo'ymaydi.
Halqasiz tegirmonlarda qarshi kuchlanish elektr motorlar tomonidan yaratiladi. Bu sizga yuqori qarama-qarshi kuchlanishlarni qo'llash va ularni kengroq diapazonda sozlash imkonini beradi. Bu tegirmonlarda juda ko'p turli valiklarga ega bo'lmaganligi yuqori mustahkamlikdagi materiallardan qalin sim tortishda tegirmonga ip o'tkazishni osonlashtiradi. Barcha turdagi simlar katta qisqartirishga imkon bermaydi. Aynan ular uchun qarshi vositadan foydalanish muhim va samaralidir. Shakllangan sim kichik qisqartirishlar yordamida ishlab chiqariladi. Bu matritsalarning eskirish darajasini pasaytiradi.
Yumshoq va yuqori karbonli po'lat simni ishlab chiqarishda ishlatiladigan qarshi kuchlanish maks. Umumiy chizish harakatlarining 10-15%. Shaklda. 14-rasmda yuqori uglerodli po'latlar uchun sim chizish mashinasi ko'rsatilgan. Tegirmonning barabanlari individual doimiy to'xtatuvchi bilan jihozlangan. Barabanlar ketma-ket ulanadi.
Moment shunday o'rnatiladiki, uning ortiqcha qismi orqa kuchlanish miqdorini aniqlaydi. Tezlik faqat tayyor simli tamburda o'rnatiladi, boshqa barabanlar tayyor simli tamburning tezligi va har bir qolipda ishlatiladigan qisqartirishlar asosida avtomatik ravishda o'rnatiladi.
Tegirmonni tishlash paytida dvigatelni sozlash uning momenti simni matritsa orqali tortib olish va barabanni aylantirish uchun kuchlanish hosil qilish uchun etarli bo'lguncha davom etadi (orqa taranglik). Bu devorlarga bosimni pasaytiradi va shu bilan ishqalanish va issiqlikni kamaytiradi.
Kamroq isitish bilan siz chizish jarayonida yuqori tezlikni o'rnatishingiz mumkin. Haddan tashqari issiqlik moyni yo'q qiladi va sim va uning yuzasi sifatini pasaytiradi. Barabanlar va qoliplar uchun bunday agregatlarda sovutish uchun suv beriladi va sovutish havosi simga beriladi.
Sovutish simning isitish haroratini kamaytirishga yordam beradi va uning kuchlanish kuchini oshiradi.
Ushbu turdagi tegirmonlar quyidagi ijobiy tomonlarga ega:
- chizish paytida sim burilmaydi,
- turli profilli simlar va dumaloq bo'lmagan tasavvurlar bilan ta'minlangan;
- kuchlanishni boshqarishning keng doirasi,
- tegirmonni to'ldirishda hech qanday qiyinchilik yo'q,
- roliklar yo'q - keraksiz sim burmalari yo'q,
- tezlikni regulyatori yo'q
- birlikning soddalashtirilgan diagrammasi (mexanik va elektr).
Ehtimol, past kuchlanishli shahar motorlaridan foydalanish (110 V dan kam) bunday tegirmonlarning ushbu dizaynining muhim kamchiliklaridan biridir.
Shaklda. 16b differensial vitesni yaratadigan quyidagi turdagi haydovchini ko'rsatadi. U elektr motor va tishli poezd o'rtasida joylashgan. Barabanlarning tezligini sozlash to'g'ridan-to'g'ri kamaytirish rejimining o'zgarishiga bog'liq. Tezlik avtomatik ravishda sozlanadi.
Siqish rejimini o'zgartirganda, barcha barabanlarda vites qutisining tishli nisbatini o'zgartirish kerak. Bu AC drayvlar bilan jihozlangan barcha to'g'ridan-to'g'ri tegirmonlarda amalga oshiriladi. Va haydovchi ham individual, ham guruh bo'lishi mumkin. Individual - har bir blokda alohida haydovchi mavjud va guruh - bu bir vaqtning o'zida barcha bloklarga bitta umumiy disk o'rnatilganda.
Bunday tegirmonlarning ishlashi davomida rejimlarning tez o'zgarishi uning ishlashining ko'rsatkichidir. Va tegirmon operatorlari jihozni boshqarish va texnik xizmat ko'rsatish ko'nikmalarini qanchalik tez egallashni boshlaydilar. To'g'ridan-to'g'ri to'g'ridan-to'g'ri qo'zg'aysan bilan jihozlangan tegirmonda faqat bitta kalitning tutqichini aylantirib, operator barcha barabanlarni boshqa tezlikka o'tkazadi. AC drayvlar chizma tezligini bunday oddiy o'zgartirish uchun murakkabroqdir, bu erda u barcha vites qutilari va vites qutilarida vites almashinuvi bilan bog'liq yoki bir vaqtning o'zida ikkala boshqaruv blokida ham siljishlar amalga oshiriladi.
Va eng muhimi, AC drayvlarida yumshoq boshlash yoki silliq tezlashtirishni yoqish qiyin, bu tezlikni almashtirishda, ayniqsa uni oshirishda juda muhimdir.
Ushbu muammoni gidrodinamik muftalar yordamida yaxshilash mumkin, chunki ular rejimlarni o'zgartirishda, jihozni ishga tushirish yoki to'xtatishda viteslardagi dinamik yuklarni sezilarli darajada kamaytirishga yordam beradi, shuningdek tegirmonning bitta ish rejimini o'zgartirish natijasida simlarning uzilishi ehtimolini kamaytiradi. boshqasiga.
AC qo'zg'aysan tegirmonlari to'g'ridan-to'g'ri qo'zg'aluvchan tegirmonlarga qaraganda pul jihatidan kamroq turadi. Ammo ikkinchisi, ya'ni. DC drayvlar texnik xizmat ko'rsatishda ham, boshqarishda ham qulayroqdir. Ular barcha barabanlarda juda katta tezlikni boshqarish diapazoni mavjud va kamaytirish rejimini o'zgartirganda tezlik avtomatik ravishda o'rnatiladi.
4. Tel chizish uchun ishlab chiqarish liniyalari
Bir nechta chizma tegirmonlari, siz bilganingizdek, ishlab chiqarish liniyalari. Bu shuni anglatadiki, liniyadagi jarayon liniyani to'xtatmasdan, blankalarni etkazib berishdan tortib, tayyor simni qabul qilishgacha davom etadi. Bunday tegirmonlar simni qayta ishlaydi, uni iloji boricha deformatsiya qiladi, uni issiqlik bilan ishlov berish oralig'ida cho'zadi yoki darhol ma'lum o'lchamga siqib chiqaradi.
Ushbu texnologiyaga ko'ra, bir qatorda bir nechta bitta chizma tegirmonlari birlashtirilishi mumkin. Ilgari ustaxonaning turli qismlarida joylashgan agregatlarni shu tarzda birlashtirib, ishlov berish va ish qismlarini tashish xarajatlariga vaqt tejaladi.
Ishlab chiqarish liniyalari quvvat ma'lumotlariga ko'ra shunga o'xshash uskunadan yig'iladi, aks holda yangi jihozlangan ishlab chiqarish liniyasining umumiy ishlashi pasayishi mumkin.
Mexanik kireçni tozalash va chizish operatsiyalarining kombinatsiyasi
Bugungi kunda ko'plab kombinatsiyalangan chiziqlar ma'lum. Mahsulotlardan shkalani mexanik usulda tozalash liniyalari bilan birlashtirilgani kabi, bugungi kunda shkalani (mexanik) olib tashlash uchun asboblar chizma tegirmonlari (bir va bir nechta chizma) bilan birlashtiriladi.
Ikki birlikning ushbu kombinatsiyasi bilan biz quyidagi ijobiy fikrlarga egamiz:
- ombordan tuzlash liniyasiga simli simni etkazib berishning hojati yo'q,
- tuzlash, yuvish, ohaklash yoki undan keyin himoya qoplamalarini qo'llash;
- keyinchalik tel rodni chizilgan ishlab chiqarishga o'tkazing.
Ustaxonalarda katta maydonlarni egallagan tuzlash liniyasini chizilgan tegirmon bilan birlashtirish qiyin.
Biroq, zamonaviy chizma tegirmonidan kam bo'lmagan yangi mexanik kireç tozalash uskunasi ushbu ikki agregatning kombinatsiyasini yaratishga imkon beradi.
Ularni birlashtirish quyidagi afzalliklarni beradi:
- xodimlarni qisqartirish,
- tegishli xarajatlarni kamaytirish,
- Mexanik kireç tozalash uskunalari kimyoviy qurilmalarga qaraganda ancha arzon;
- ohak tozalash moslamasi ustaxonada to'liq tuzlash liniyasi kabi ko'p joy egallamaydi,
- tuzlash zavodi chiqindilari va toza muhit bo'lmaydi.
Chizish va tavlanish operatsiyalarining kombinatsiyasi
Uzluksiz tavlanish va chizish jarayonlari uchun birlashtirilgan chiziqlar bugungi kunda tobora ko'proq mashhur bo'lib, keng tarqalmoqda. Shaklda shunga o'xshash birlik. 17. Ushbu kombinatsiyalar chizmachilik sanoatida mis simni (diametri 0,1-4,0 mm) qayta ishlash uchun eng katta qiymatga ega. Yuvish paytida tezlik simning qalinligi (uning diametri) ga qarab o'zgaradi. Agar diametri 0,15-0,4 mm bo'lsa, u holda u 22-25 m / sek tortishish tezligida, diametri 0,4 dan 1,0 mm gacha bo'lgan sim maksimal 20 m / sek tezlikda tavlanadi. Katta diametrli (1-4 mm) sim asta-sekin (6,5 m / s gacha) tavlanadi.
Bir qator birliklarni o'z ichiga olgan bir qator estrodiol chiziqlar mavjud, masalan, simga izolyatsion qoplamani chizish, tavlash, kalaylash va qo'llash jarayonlari uchun. Bu jarayonlarning barchasi uzluksiz va yuqori tezlikda amalga oshiriladi, shuning uchun liniyaning boshida va oxirida, mos ravishda, bo'shliqlarni uzluksiz etkazib berishni va chiziqni to'xtatmasdan tayyor simni olib tashlashni kafolatlaydigan decoilers va coilers mavjud.
Bunday kombinatsiyalangan liniyalarning afzalliklari:
- katta iqtisodiy samara
- yordamchi uskunalarga bo'lgan ehtiyoj kamayadi,
- ishlab chiqarish maydonining sezilarli darajada qisqarishi,
- ishlab chiqarish xarajatlarini sezilarli darajada kamaytirish,
- bir texnologik bo'limdan boshqasiga o'tkazish uchun xom ashyoni tashish yo'q.
Ko'p tarmoqli chizish
Rangli metallardan ayniqsa yupqa simlarni chizishda "ko'p ipli chizish" tushunchasiga duch kelamiz. Ko'p tarmoqli tegirmonlar uzluksiz ishlab chiqarish rejimida ishlaydi, har bir isyonni to'ldirish va tayyor simni olib tashlash uchun birlik to'xtashi shart emas. Bunday o'rnatishlarda simni chizish mahsulotni tavlash va qoplash jarayoni bilan birlashtiriladi. Bunday kombinatsiyalarda sekinroq ishlov berish tezligi ustunlik qiladi. 18 ipli chizma tegirmonlari mavjud bo'lib, ularda ishlov berish tezligi 5 m / s dan yuqori emas. Hammasi bo'lib tezlik 90 m / s ga etadi.
Shunga o'xshash tegirmonda past tezlikning afzalliklari:
- tegirmonga texnik xizmat ko'rsatishni osonlashtiradi,
- simning uzilish ehtimoli kamroq,
- emallangan simning sifatini olishda barqarorlik.
Agar operatsiyalar birlashtirilmasa, tegirmonlar ikki va o'n ipli chizish tizimlari bilan jihozlangan, ishlov berish bu erda 10-15 m / s tezlikda amalga oshiriladi.
Tegirmonda iplar qancha ko'p bo'lsa, ishlov berish tezligi shunchalik past bo'ladi va shunga mos ravishda unumdorlik ham past bo'ladi. Ammo bu ko'p tarmoqli tegirmonda simning uzilishi oqibatlarini bartaraf etish bir simli tegirmonga nisbatan katta vaqt yo'qotish bilan bog'liqligi bilan izohlanadi. Ko'p ipli tegirmonda unumdorlikni oshirish uchun materialni jarayonga (chizma) tayyorlashni diqqat bilan ko'rib chiqish, sim uchun texnologik moylash va sovutish vositalarini tanlash kerak.
Asbobning (matritsa) toraygan kanali orqali sim, novda, profil, trubani tortib olishda chizish plastik deformatsiya deb ataladi. Qolipdan chiqadigan mahsulotning uchiga qo'llaniladigan tortish kuchi ishlov beriladigan qismning shaklini o'zgartirishga va matritsa kanaliga ishqalanish kuchlarini engishga sarflanadi. Har bir o'tishda siqish mahsulotning chiqadigan uchining mustahkamligi va natijada metallning sinishi bilan cheklanadi. Jarayonning xarakteristikasi l ekstraktidir.
Chizish sovuq plastik ishlov berishni nazarda tutadi. Shakllantirish va chizishdan tashqari, materialning qattiqlashishi (qattiqlashishi) amalga oshiriladi, sirt sifati va o'lchov aniqligi yaxshilanadi.
Zanjirli tegirmonlarda chizish (cheklangan uzunlikdagi quvurlar, novdalar va profillarni olish uchun) va barabanli tegirmonlarda chizish (tel kabi uzun mahsulotlarni olish uchun) mavjud.
Chizma blankalari rulonlarda yoki bo'laklarda, choksiz yoki payvandlangan quvurlarda qattiq (o'ralgan, ekstrudirovka qilingan) yumaloq va shaklli profillardir. Chizish sexlarining tayyor mahsulotlari diametri 0,01 dan 6 mm gacha bo'lgan sim, diametri 400 mm gacha bo'lgan quvurlar, kalibrlangan rodlar va profillar, shaklli (oval, to'rtburchaklar va boshqalar) quvurlardir.
Chizish jarayonining mahsuldorligi matritsadan chiqish tezligi (chizish tezligi), har bir o'tishda chizish, jarayonni boshlash va asbobni almashtirish uchun sarflangan vaqt bilan belgilanadi.
Chizish tezligi barlar, profillar va quvurlar uchun 1-10 m / s va nozik sim uchun 50 m / s gacha. Bunday sirpanish tezligida matritsalarning aşınmaya bardoshliligi va mahsulot sirtining sifatini ta'minlash muammolari muqarrar. Chizishda asosiy rol texnologik moylash va ishqalanish jarayonini boshqarishga tegishli. Gidro- yoki plastohidrodinamik ishqalanish rejimida eskirishni kamaytirish, tezlik va mahsuldorlikni oshirishning radikal vositasi.
Chizishdan oldin ish qismi termal ishlov beriladi, undan shkala chiqariladi va uning yuzasi moylash materialini mahkamlash uchun tayyorlanadi. Issiqlik bilan ishlov berish ishning qattiqlashishini olib tashlaydi va optimal tuzilishni ta'minlaydi. Yumshoq tavlanish po'lat uchun 70-85% va rangli metallar (mis, guruch) uchun 99% kamaytirilgandan keyin takrorlanadi. Issiqlik bilan ishlov berishdan keyin shkala mexanik, kimyoviy, elektrokimyoviy usullar bilan, shuningdek, bir vaqtning o'zida bir nechta usullar bilan olib tashlanadi. Mexanik tozalash rulonlar orasidagi chiziqni vaqti-vaqti bilan bükme, zarba yoki qum bilan puflashdan iborat. Bu usul kuchli shkalani olib tashlash uchun samarasiz, shuning uchun kimyoviy usul ko'proq qo'llaniladi.
Ishlov berishdan keyin ish qismi yuviladi, uning yuzasiga sarg'ish, mis qoplama, fosfatlash va ohaklash orqali moylash qatlami qo'llaniladi. Sarg'ish paytida ish qismiga yupqa temir gidroksid Fe (OH) 3 qatlami qo'llaniladi, u keyinchalik unga surtiladigan ohak bilan birga moylash to'ldiruvchisi rolini o'ynaydi. Fosfatlash marganets, temir va sink fosfatlarining plyonkasini qo'llashdan iborat. Yog 'fosfat plyonkasiga yaxshi yopishadi va ishqalanish koeffitsienti 0,04 - 0,06 gacha kamayadi. Eritmadagi ohak kislota qoldiqlarini zararsizlantiradi va moylash to'ldiruvchi plyonka hosil qiladi. Yuqori pasayish va bosim bilan chizish uchun ish qismini vitriol eritmasida mis bilan qoplash tavsiya etiladi; bu holda ishqalanish koeffitsienti 0,08 - 0,12 ni tashkil qiladi. Qoplagandan so'ng, ishlov beriladigan qism 300-350 ° S haroratda kamerada quritiladi.
Hosildorlikni oshirish uchun bo'shliqlarning uchlari elektr kontaktli payvandlash orqali payvandlanadi. Bu ish qismini qoliplarga to'ldirish uchun vaqt yo'qotilishini minimal darajada kamaytiradi.
Tel 5-22 simli chizilgan bir nechta chizilgan mashinalarda ishlab chiqariladi. Har bir qolipning orqasida sim tezligi chizilgan l ga mutanosib ravishda ortadi, chiqishda 40-50 m / s ga etadi (eng zamonaviy mashinalarda). Avtomatlashtirilgan elektr qo'zg'aysan sim tortish mashinasi va simni tavlash uskunasini bitta uzluksiz qurilmaga birlashtirishga imkon berdi. Quvurlar va novdalar ishlab chiqarishda ular chizma mashinasini, to'g'rilash, kesish, o'tkirlash, mandrellarni o'rnatish va hokazo mexanizmlarni bir birlikda birlashtirishga intiladi.
Chizish asboblari matritsalar va mandrellarni o'z ichiga oladi. Qatlam kanali (6.1-rasm) quyidagi zonalarga ega: ishlov beriladigan qismni kiritishni osonlashtiradigan kirish joyi, ish qismini moylash va qisqartirish uchun moylash va ish zonasi, o'lchamli kamar, teskari konus va himoya qilish uchun chiqish zonasi. chizish va chizishlardan mahsulot. Kalıpning asosiy xarakteristikalari material, burchak a va o'lchov bandining kengligidir. Tasmaning uzunligi ish joyining uzunligidan 0,4 - 1,0 ga teng. Burchak a odatda 6-15 ° ni tashkil qiladi.
1 - kirish zonasi; 2 - moylash zonasi; 3 - kalibrlash zonasi; 4 - teskari konus; 5 - chiqish zonasi
6.1-rasm - Qolib kanalining sxemasi
Mahsulotlarning diametriga ko'ra, mm, chizma qalin (3,5 - 1,5), o'rta (1,6 - 0,25), ingichka (0,4 - 0,1) va eng nozik (0,02 - 0,008) ga bo'linadi. Tabiiy (2,4 mm gacha) va sintetik (polikristalli 4,6 mm gacha) olmoslardan tayyorlangan qoliplar eng yuqori aşınma qarshiligiga ega, ammo ular intensiv sovutishga muhtoj. Kanalning o'lchamlari va shakli standartlashtirilgan. Olmos qoliplari guruch yoki bronzadan yasalgan ramkalarga kiritiladi va erituvchi qotishma bilan to'ldiriladi. Diametri 1 - 50 mm bo'lgan mahsulotlar uchun, asosan, qattiq qotishma qo'shimchasi bosilgan ushlagichdan tayyorlangan prefabrik qoliplar ishlatiladi. Volfram karbidlari va kobaltga asoslangan qo'shimchalarning o'lchamlari va materiallari standartlashtirilgan.
Kichik hajmdagi ishlab chiqarish va diametri 300 mm gacha bo'lgan quvurlarni ishlab chiqarish uchun U8 - U12, Kh12M, ShKh15 va boshqalar po'latlaridan tortma qoliplari qo'llaniladi.
Zanjirli tortuvchi tegirmonda (6.2-rasm) shtrix yoki trubaning 1 oldingi uchi qolip 2 orqali suriladi va aravacha 3 qisqich bilan ushlanadi.Karetka qo'zg'aluvchan 5 tomonidan orqaga o'ralgan plastinka zanjiri 4 bilan bog'langan. Tegirmonning kirish tomonida mandrel novdasini oziqlantirish va ushlab turish uchun moslama mavjud.

6.2-rasm - zanjir chizilgan dastgohning diagrammasi
Zamonaviy tegirmonlarda chizish tezligi 3-5 m / s ga etadi, tortish kuchi 30-1500 kN ni tashkil qiladi va bir vaqtning o'zida uchta blankagacha tortiladi. Zanjirli tegirmonlarning kamchiliklari quyidagilardan iborat: mahsulotlarning cheklangan uzunligi, keyingi ish qismini chizishga tayyorgarlik ko'rish uchun ko'p vaqt sarflanadi. Shtrixlarni chizish uchun avtomatlashtirilgan liniyalar ishlab chiqilgan bo'lib, ularda maxsus tutqichlar jarayonni to'xtatmasdan ish qismini qolip orqali navbatma-navbat tortadi.
Tel ishlab chiqarishga nisbatan texnologik sxema 6.3-rasmda ko'rsatilgan.

6.3-rasm - Chizmaning tipik texnologik sxemasi
Adabiyot 1 asosiy. , 6 asosiy , 7 qo'shimcha, 9 qo'shimcha.
Nazorat savollari
1. Chizmaning qanday turlari bor?
2. Sim ishlab chiqarish uchun qanday chizma uskunasidan foydalaniladi?
3. Chizishda moylash qaysi maqsadda ishlatiladi?
4. Chizma jarayonini amalga oshirish uchun qanday tayyorgarlik operatsiyalari amalga oshiriladi?
5. Zanjirli chizish texnologiyasining xususiyatlari qanday?
6. Quvurlarni chizishda qanday maxsus asbobdan foydalaniladi?
Sovuq yoki issiq metall chizish - bu metallni shakllantirishning bir turi. Shu tarzda, tarqatish tarmog'ida sotiladigan bir qator yumaloq va shaklli simlar, qora, rangli metallar va qotishmalardan rodlar, quvurlar va boshqa mahsulotlar olinadi. Buning uchun kinematik printsipga ko'ra, bitta va bir nechta chizish usullari bilan kerakli diametrdagi mahsulotlarni olish imkonini beradigan chizma uskunalari qo'llaniladi. Burama armatura, sim, metall arqonlar, to'r va mahkamlagichlar chizilgan mashina yoki mashina ishtirok etadigan chizilgan mahsulotlardan olinadi. Chizish orqali olingan mahsulotlar turli sanoat tarmoqlarida, qishloq xo'jaligida va uy hunarmandlarida qo'llaniladi.
Chizish jarayonining mohiyati kattaroq diametrli metall ish qismini kerakli shakldagi teshikdan tortib olish va undan kichikroq diametrli mahsulotni olishdir. Ishlab chiqarilgan mahsulotlar tashqi yuzaning sifati, kesimning zichligi va o'lchov aniqligi bilan tavsiflanadi. Operatsiyalar chizma tegirmonlari deb ataladigan maxsus mashinalarda amalga oshiriladi. Ular mehnat unumdorligini oshiradi: ishlab chiqarishning murakkabligi bunday mahsulotlarni boshqa usullar bilan tayyorlashga qaraganda ancha past bo'ladi.
Chizma tegirmonlari ishlab chiqaruvchilar tomonidan ishlov beriladigan qismning to'g'ri chiziqli harakati va barabanlarga o'ralgan holda ishlab chiqariladi. Ikkinchi holda, ular bir yoki bir nechta haydash barabanlari bilan bo'lishi mumkin, bu bir vaqtning o'zida bir yoki bir nechta ish qismini tortib olish imkonini beradi.
Chizish turlari va usullari
Chizma chizilgan dastgohda bajariladi. Strukturaviy jihatdan qurilma quyidagi asosiy qismlardan iborat: qolip (qolib), turli konstruksiyadagi mandrellar, jarayonni avtomatlashtirish va mexanizatsiyalash uchun brosh va yordamchi qurilmalar. Shu bilan birga, to'g'ri chiziqli konstruktsiyaning chizilgan dastgohi doimiy harakatdagi asosiy dvigatel (trek), gidravlik, zanjir va kabelning ishlash printsipiga ko'ra farqlanadi.
Jarayon quyidagi parametrlarga ko'ra tasniflanadi:
- turi bo'yicha (ho'l, quruq);
- ish qismini isitish (sovuq, issiq);
- chizilgan blankalar soni (1, 2, 4, 8);
- olingan mahsulotning tozalik darajasi (qo'pol, tugatish);
- portajning harakatchanligi (statsionar, mobil);
- o'tishlar soni (bitta va ko'p);
- tortish usuli (gidravlik, baraban, zanjir).
Turli xil parametrlar texnik xususiyatlari, ishlash texnologiyasi va unumdorligi bilan ajralib turadigan juda ko'p sonli birliklar ishlab chiqarilishiga olib keldi.
Chizma devor qalinligi 0,05 ÷ 6 mm bo'lgan diametri 0,3 ÷ 500 mm bo'lgan quvurlarni ishlab chiqarish uchun ishlatiladi. Bunday holda, ishlab chiqarish usullari quyidagicha bo'lishi mumkin:
- qoralama;
- profillash usuli;
- gidrodinamik ishqalanish;
- maxsus mandrelda (qattiq qisqa, uzun harakatlanuvchi, suzuvchi);
- deformatsiyalanadigan yadroda;
- quvur shaklidagi ignabargli taqsimot bilan.
Usul va demak, uning uchun uskunalar tayyor mahsulotga qo'yiladigan talablarga va ishlatiladigan ish qismining naviga qarab tanlanadi. Quvurlar zanjir va baraban dizayni chizilgan dastgoh yordamida amalga oshiriladi. Ikkinchi holda, chizilgan rasm bay chizma deb ataladi.
Jarayonning asosiy bosqichlari
Chizish orqali olingan yakuniy mahsulot texnologik tavsiflarda ko'rsatilgan ma'lum talablarga bo'ysunadi. Ish qismi yakuniy natijaga ta'sir qiluvchi muayyan bosqichlardan o'tadi. Ular quyidagilar:
- nozik taneli strukturani olish va plastmassa xususiyatlarini yaxshilash uchun ishlov beriladigan qismni tavlash;
- ishlov beriladigan qismning yuzasidan shkalani olib tashlash;
- sulfat kislota eritmasida tuzlangandan keyin ish qismini yuvish;
- tarkibi ish qismining materialiga bog'liq bo'lgan maxsus qatlamni qo'llash;
- tegirmonda rasm chizish;
- qattiqlashuvni olib tashlash;
- olingan mahsulotlarni yakunlash (kerakli uzunlikka kesish, uchlarini tugatish).
Qoida tariqasida, ular materialning zichligi, qattiqligi, suyuqligi, elektr qarshiligiga ta'sir qiladi (o'sish), plastmassa, korroziyaga qarshi xususiyatlar (kamaytirish). Qattiqlashuv deb ataladigan bunday namoyon issiqlik bilan ishlov berish - normalizatsiya, patentlash, temperlash, tavlanish yo'li bilan yo'q qilinadi. Usulni tanlash metall yoki qotishma markasiga, chizish jarayonining shartlariga bog'liq.
Chizish uchun asbob-uskunalar va mashinalar
DC yoki AC haydovchiga ega chizma mashinasi bitta va bir nechta chizish uchun bo'lishi mumkin. Ikkinchi holda, metall ignabargli bir nechta chizilgan qoliplardan o'tib, uning profilini yoki diametrini ketma-ket pasayish yo'nalishi bo'yicha o'zgartiradi. Yagona chizma mashinasi diametri 8 dan 20 mm gacha bo'lgan ish qismlari uchun ishlatiladi. Maxsus yechish moslamasidan ish qismi matritsadan o'tib, diametri 750 mm dan oshmaydigan barabanga o'raladi. Bunday qurilmadagi barcha operatsiyalar avtomatlashtirilgan: barabanga ko'taruvchi xizmat ko'rsatiladi, ish qismlarini ko'taruvchi bilan yig'ish. Bunday chizma mashinalari simni o'lchash operatsiyasini bajarishda an'anaviy va deformatsiyalanishi qiyin bo'lgan blankalardan simli profillarni ishlab chiqarish uchun ishlatiladi.
Tamburli tegirmonlar va zanjirli tegirmonlar o'rash usulida farqlanadi. Baraban qurilmalari uchun ishlab chiqarilgan mahsulotlarni o'rash maxsus aylanuvchi patnisda amalga oshiriladi, zanjirli qurilmalar uchun esa o'rashga tobe emas.
Videoda siz simni yasash jarayonini aniq ko'rishingiz mumkin: