Näited wiki tulemuste logi täitmisest. Tööpäevik tööde fikseerimiseks ning visuaalse ja mõõtekontrolli tulemuste fikseerimiseks. Lihtne optiline meetod metalli keevitamise kvaliteedi kinnitamiseks
VIC-i tulemuste põhjal koostatakse VIC-i ja VIC-seaduse töö- ja registreerimise päevik.
"Visuaalse ja/või mõõtmiskontrolli toiming"
|
| (organisatsioon) |
|
|||||||||||
| ACT N ___ alates _______ visuaalsest ja mõõtmisjuhtimisest | |||||||||||||
| 1. Vastavalt töökäsule (taotlusele) |
| lõpetatud |
|
||||||||||
|
| number |
| kontrolli tüüp | ||||||||||
|
| kontroll |
|
|||||||||||
| (visuaalne, mõõtmine) |
| kontrollitava objekti nimi ja mõõtmed, | |||||||||||
|
|
|||||||||||||
| dokumentatsiooni kood, spetsifikatsioonid, joonis, partii, kontrollobjekti number | |||||||||||||
|
|
|||||||||||||
| Kontroll viidi läbi vastavalt |
|
||||||||||||
|
| nimi ja/või kood tehniline dokumentatsioon | ||||||||||||
| 2. Kontrollimisel ilmnesid järgmised vead |
|
||||||||||||
|
| defektide omadused | ||||||||||||
| konkreetsete objektide mõõtmed, asukoht ja/või suund) | |||||||||||||
|
|
|||||||||||||
|
|
|||||||||||||
| 3. Järeldus VICi tulemuste kohta |
|
||||||||||||
|
|
|||||||||||||
| Kontroll lõpetatud |
|
||||||||||||
| Kvalifikatsioonitase, kvalifikatsiooni nr. tunnistused | Täisnimi, allkiri | ||||||||||||
| VICi tööjuht |
|
||||||||||||
|
| Täisnimi, allkiri | ||||||||||||
- kontrollitava objekti nimi ja tüüp (tüüp), selle number;
- kontrollitavate alade asukoht ja vajadusel mõõtmed juhtimisobjektil;
- kontrollitingimused;
- tootmiskontrolli dokument, selle number;
- mõõtmise kontrollimise meetod ja kasutatud seadmed (tööriistad);
- materjali mark ja kontrollobjekti partii number, samuti materjali standardi või spetsifikatsioonide tähistus;
- tuvastatud defektide peamised omadused;
- selle RD nimi või kood, mille kvaliteedi hindamine viidi läbi;
- kontrolli tulemuste hindamine;
- kontrolli kuupäev.
„Visuaalse ja/või mõõtekontrolli akti“ registreerimise selgitused
1. Punktis 1 on märgitud kontrolli liik - visuaalne, mõõte- või VIC, samuti kontrollitava objekti nimetus, samuti tootmiskontrolli dokumendi ja kontrollitava kvaliteedi hindamise nõudeid reguleeriva ND nimetus ja/või koodid. objekt VIC-i ajal.
2. Seaduse punkti 2 täitmisel märgitakse ära kõik konkreetsete objektide (torud, osad jne) kontrollimisel tuvastatud kõrvalekalded ND normidest. Juhtudel, kui kontrolliobjekt vastab RD nõuetele, tehakse aruandesse märge - "Defekte pole." Sel juhul näidatakse konkreetsete objektide numbrid vastavalt ülaltoodud dokumentidele. Sama tüüpi torude ja osade partii kohta on lubatud väljastada üks sertifikaat.
Nõuded „Tööajakirja ning visuaalsete ja mõõtmiskontrolli tulemuste registreerimine“ sisule.
Objektide ülevaatuse tulemused registreeritakse “Tööpäevikus ning visuaalse ja mõõtekontrolli tulemuste registreerimine”, kuhu märgitakse:
Eespool nimetatud asemel on lubatud kasutada muid organisatsiooni poolt vastavalt teadusliku ja tehnilise dokumentatsiooni nõuetele välja töötatud dokumente, mis tagavad toodete identifitseerimise ja jälgitavuse, kontrollitavate parameetrite, mahtude ja kontrollimeetodite registreerimise, koostamise. aruandlusest ja raamatupidamisdokumentatsioon vastavalt VIC-ile.
Kontrollitulemusi on lubatud dokumenteerida muudes dokumentides, mille vormid on antud kehtivas ND-s, kokku lepitud või Venemaa Rostechnadzori poolt heaks kiidetud.
Erinevate süsteemide ja struktuuride toimimise kvaliteetse ja täieliku hindamise läbiviimiseks tööstusettevõtted Keevisõmbluste kontrollimine on hädavajalik näiteks mitme meetodi abil. Kõik meetodid on jagatud uuritava objekti mõjutamise põhimõtte järgi kahte suurde rühma: mittepurustavad testimismeetodid ja destruktiivsed katsemeetodid. Esimese rühma meetodid on eelistatavamad ja praktilisemad, kuid paljud neist on üsna kallid ja neil on oma omadused. Seetõttu on säästlikum alustada igasugust keevisõmbluse kontrolli kõige lihtsama meetodiga – visuaalse kvaliteedikontrolliga.
Seda kontrollimeetodit peetakse kõige kättesaadavamaks ja tõhusamaks ning seetõttu on see kohustuslik eelkontrollimeetod enne mis tahes muu õmbluse testimise meetodi kasutamist.
Lihtne optiline meetod metalli keevitamise kvaliteedi kinnitamiseks
Iga keevisliidet hakatakse kontrollima isegi siis, kui keevisõmblus on vahetult loodud. Visuaalne juhtimine on osa keevitaja tööst ja ta teostab perioodiliselt mitu korda välist kontrolli (läbitungimise, allalõigete ja jalgade truuduse puudumise tõttu), kuni kogu töö on lõpetatud. See on ka vanim lõputöö jälgimise meetod ja selle olemus ei ole oluliselt muutunud, küll aga teostusviis viimased aastad paranenud. Keevituse kontroll
Teoreetiline määratlus ja vahendid rakendamiseks
Keevisõmbluste visuaalne mõõtmise kontroll (VIM) on üsna suurte keeviskonstruktsioonide väline kontroll nii palja silmaga kui ka erinevate tehniliste seadmete abil, et tuvastada väiksemad defektid, mis ei ole esialgseks visualiseerimiseks sobilikud, aga ka muundajate abil. visuaalne teave telemeetriliseks teabeks. VIC viitab organoleptilistele (meelte abil teostatavatele) kontrollimeetoditele ja seda teostatakse nähtavas kiirgusspektris. Visuaalne kontroll teoreetiliste defektide otsimiseks viiakse läbi keevisõmbluse välisküljelt, kus nende avastamisel saab optiliste instrumentide ja tööriistadega teha minimaalsed mõõtmised ning sõlmida visuaalse kontrolli akti.
Inspektorid kasutavad keevisliidete visuaalsel kontrollimisel mitut tüüpi tööriistu.
- Geodeetilised, teleskoop-, põrandaluubid;
- läätsed;
- mikroskoobid;
- endoskoobid jne.
Seire teostamiseks erinevates töötingimustes:
- Töökoja tarbeks kasutatavad instrumendid. Töötemperatuuri vahemik +5 °C kuni +20 °C, täieliku puhketingimused, normaalne õhurõhk, mõõdukas õhuniiskus.
- Välikasutuse seadmed. Töötemperatuuri vahemik -55 °C kuni +60 °C, mõõduka raputamise, vibratsiooni, sademete tingimused.
Nende seadmete kasutamine võimaldab täpsemat defektide otsimist ja visuaal-optilist keevisõmbluste kvaliteedikontrolli mis tahes objektidel.
Visuaal-optiline juhtimine on visuaalse kontrolli teine etapp, millel on optiliste instrumentide kasutamise tõttu laiem ja suurem uurimisulatus. Olenevalt rakendusest on meetod ette nähtud kolmele põhirühmale:
- Peidetud objektide otsimiseks ja analüüsimiseks. Kasutatakse järgmisi seadmeid: endoskoobid, boroskoobid, videosüsteemid, periskoobi veadetektorid.
- Veadetektori töökohast eemal asuvate objektide kontrollimiseks. Kasutusala – kuni 250 mm kaugus kontrolleri silmast. Kasutatud seadmed: teleskoopsuurendusklaasid, binokkel, täppisklapid.
- Väikeste lähedalasuvate objektide uurimiseks. Spetsialisti silma pealekandmise ulatus on 250 mm või vähem. Kasutatud seadmed: luubid, mikroskoobid.
Keevisõmbluste visuaalne kontroll on vajalik ka tingimustes, kus inimese meeled on tööks sobimatud. Sellistes valdkondades nagu: kõrgendatud temperatuur, ohtlik taustkiirgus, väline keemiliselt aktiivne keskkond ja muud. Ja ka tingimustes, kus uuritava objekti konfiguratsioon ja selle projekteerimine ei võimalda keevisõmbluste kvaliteedi ja defektide mõõtmist täielikult analüüsida (näiteks objekti suure kõrguse või selle maa-aluse asukoha tõttu). Seejärel kasutatakse peidetud objektide otsimiseks ja analüüsimiseks lisaks optilistele instrumentidele järgmist:
- platvormid Pult;
- termopildiseadmed;
- valgustusseadmed;
- automaatsed süsteemid transport;
- juhitavad robotid.
Seega võimaldavad visuaalse teabe muundurid juhtida keevitusõmblused kuuma metalli vannid sulamisprotsessi ajal.
Mõõtmiste kontroll on VIC-i oluline komponent, mida teostatakse vastavalt rangetele kontrollireeglitele ja reguleerivad dokumendid kvaliteedi reguleerimine. See seisneb defektile kategooria või tüübi määramises ühe tunnuse järgi praktilise mõõtmise teel saadud konkreetse füüsikalise suuruse näol. Mõõtevahendid ja nende metroloogilised näitajad on täpsustatud normatiivdokumentides.  Mõõtevahend
Mõõtevahend
Mõõtmiste kontrollimisel kasutatakse järgmisi tööriistu, mis võivad sisalduda tehnilise järelevalve inspektori kohustuslikus komplektis või seda täiendada:
- mõõtesuurendid;
- ruutude kontroll 90 0 muster;
- kraadiklaasid nooniega;
- pidurisadulad, nihikud ja pidurisadulad;
- sondid;
- mikromeetrid;
- toruseinamõõturid ja indikaatorpaksuse mõõdikud;
- mikromeetrid;
- kaliibrid;
- metalli pikkusmõõtur (lintlindid, terasest mõõtejoonlauad);
- mikromeetrilised ja indikaatormõõturid;
- mallid: spetsiaalne, raadius, keermestatud jne;
- UShS-2, UShS-3 (õmbluste geomeetriliste parameetrite mallid);
- pinnaplaadid;
- spetsiaalsete tarvikute komplekt.
See juhtimismeetod VIC viitab meetoditele, mis on teostatavad minimaalse tööriistakomplektiga. See koosneb teabe kogumisest ja põhineb spetsialisti kvalifikatsioonil, inimteguril, kuid võimaldab koostada keevisõmbluste visuaalse kontrolli akti, mida peetakse objektiivseks dokumendiks.
Välise kontrolli olemus
Pinna keevisõmbluste moodustumise kvaliteeti saab professionaalse kontrolli käigus kergesti hinnata. "Kvaliteetse" või "halva kvaliteediga" õmbluse omadus on üsna meelevaldne, kuna see on võrdlev väärtus.
Keevisõmbluste kvaliteedikontroll ning konstruktsioonide, torustike ja hoonete ülevaatus viiakse läbi kolmes omavahel seotud etapis.
VIC-i läbiviimise samm-sammult protseduur
- Visuaalne (mõõte)juhtimine. Õmbluse eelkontroll korrosiooni ja võimalike defektide suhtes primitiivsete mõõtudega: laius, paksus, jalg.
- Keevisliidete kvaliteedikontroll. Kvaliteedikontroll viiakse läbi, et selgitada nähtavate defektide parameetreid (pärast eelkontrolli akti sõlmimist), defektide suurust ja keevisõmbluste moonutusi (protsentuaalne kõrvalekalle lubatud normist).
- Detailne (instrumentaal)uuring ja tulemuste fikseerimine. Kasutatakse täpsemaid meetodeid:
- pöörisvoolu meetod keevisõmbluse kulumise ja metalli paindeväsimuse määramiseks;
- ultraheli testimine keevisliited tõsiste sügavate defektide tuvastamiseks;
- läbitungiv defektide tuvastamine pinna ja läbidefektide jms jaoks.
Õigeaegne ja kvaliteetne ülevaatus võimaldab tuvastada õmbluse või keevitatavusdefekti purunemise varajases staadiumis ja seejärel selgitada defekti põhjused, kasutades mistahes mittepurustavat veatuvastusmeetodit.
Selle tehnika eelised ja puudused
VIC-meetodi eelised:
- Lihtne ja kättesaadav meetod.
- Disaini kvaliteedi kohta teabe kogumisel võimaldab see saada kuni 50% kogumahust.
- See ei ole töömahukas ega nõua kalleid seadmeid.
- Kergesti testitav ja uuesti testitav.
VIC-i puudused:
- Inimfaktor, mis mõjutab 100% tulemustest.
- Saadud tulemuste madal usaldusväärsus, subjektiivsus.
- Kasutatakse ainult suurte defektide (vähemalt 0,1 - 0,2 mm) ja kahtlustatavate defektide otsimiseks.
- Uuringu piirang ainult struktuuri nähtava osaga.
- Oluline on töötajate tehniline pädevus, nad peavad õigesti valima mõõtmismeetodi, võrdlusmalli või standardid ning andma mõõtmistulemustele täpse hinnangu.
Diagnoosimise meetodi ja kvaliteedi osas on isegi õmbluste visuaalne kontroll ebatäiuslik vajalik meetod, nii kompleksdiagnostika etapis kui ka kogu ulatuses tehnoloogiline protsess. 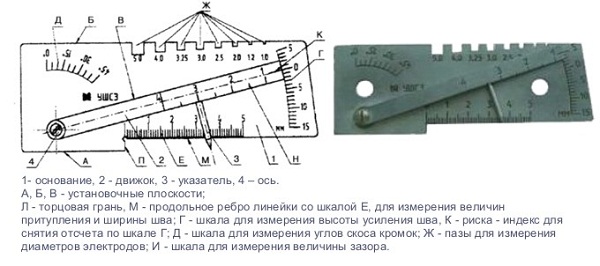 Universaalne keevitaja mall
Universaalne keevitaja mall
Defektide tuvastamise meetodi võimalused
Järgmisi keevisõmblusi kontrollitakse visuaalselt:
- pindamistööde tegemisel “vastuvõtu-üleandmise” etapis tuleb vormistada visuaalse kontrolli akt;
- mitmekihilise keevisühenduse kontrollimisel (kiht-kihiline kontroll);
- keevituskaare alusmaterjali pinda puudutavate kohtade lõppkontrolli käigus.
- osade kokkupanemisel montaažiüksused all ;
- keevisdetailide automaattootmises ja tehniline hinnang materjali kvaliteet vastavalt tehnilisele protsessile;
- aegumise korral tähtaeg keevisõmbluste töö.
Keevisõmbluste visuaalne kontroll nõuab kohustuslikku mõõtmist ja järgmiste defektide välistamist:
- pinna praod;
- nähtavad suured defektid;
- keevitustsoonide metallide eemaldamise halb kvaliteet (eriti tehnoloogilised kinnitused),
samuti saadavuse kontroll ja kinnitus:
- õmbluse kaubamärgistamine (märgistamine) ja selle valmistamise täpsus;
- õmbluse laius ja kõrgus, õmbluse kumerus ja nõgusus;
- õiged filee keevisjalgade suurused.
Defektid, mida saab tuvastada
Palja silmaga keevisõmblusi uurides saate hinnata:
- õmbluste ebaühtlane kõrgus ja laius;
- liigne ketendus;
- sissevool;
- allahindlused;
- õmbluste liigne tugevdamine või nõrgenemine;
- täitmata kraatrid;
- põletused;
- filee keevisjalgade parameetrid.
Luubid ja mikroskoobid võimaldavad tuvastada: – metalliga töötamise kohustuslikku etappi.
Metalllehtede ja detailide treimist kasutatakse spetsiaalse varustuse abil. Loe selle kohta lähemalt.
Kas teil on vaja metalli tõhusalt ja kiiresti lõigata? Tõhus meetod lingis kirjeldatud.
Selle tehnika rakendusvaldkonnad
Keevisõmbluse väline kontroll viiakse läbi enne eemaldamist, termilist või töötlemisprotseduuri, samuti pärast selle rakendamist.
Keevisõmbluse kvaliteedi hindamisel kasutatakse VIC-i:
- Üldise välisseisundi kirjeldamise informatiivse meetodina.
- Teoreetilise meetodina õmbluse sisemise seisukorra hindamiseks ja põhjusena täpsema ülevaatuse soovitamiseks.
- Antud õmbluse, struktuuri, süsteemi ja kogu toote töötingimuste hindamismeetodina.
- Kontrollitava tuvastamismeetodina jämedad rikkumised tehnoloogiline protsess.
- Meetodina dekomisjoneerimisel või hädaolukorra registreerimisel esialgseks järelduseks.
- Konkreetse leitud nähtavate defektide kogumi struktuursete rikete võimalike asukohtade prognoosimismeetodina.
- Viimase meetodina konstruktsiooni valmistamise või remondi tehnoloogilise protsessi õigsuse, ohutuse ja stabiilsuse hindamiseks ja selle kohta järelduste tegemiseks.
Visuaalne ja mõõtev kontroll on väga tõhus meetod teostamisel tööstuslike materjalide ja keevisliidete kvaliteedi kontrollimine ja ülekontroll ehitustöö ning ehituse lõpetamise akti, kasutuselevõtu akti, samuti mitmesugused muud tehnilised aktid kättesaamisel.
Vikiajakiri- MediaWiki platvormil töötav rahvusvaheline, sõltumatu, tasuta, mitmeteemaline, mitmekeelne veebiajakiri, mille eesmärk on avaldada huvitavaid, usaldusväärseid ja kasulik informatsioon erinevatel teemadel ja igaüks võib saada autoriks.
Ajakirja toimetajad maksavad Erilist tähelepanu sisu, selle kvaliteet ja usaldusväärsus. Registreeritud kasutajad saavad tasuta või tasu eest vabalt avaldada oma uurimusi, originaalartikleid ja muud teavet. Kõik oma küsimused, ideed, ettepanekud ja kommentaarid saab jätta spetsiaalselt loodud arutelulehele.
Loomise ajalugu
Wikijournal alustas oma ajalugu ainult venekeelse versiooni käivitamisega veebisaidil wikijournal.ru, mille domeeninimi registreeriti 12. detsembril 2012. aastal. Veidi hiljem installiti MediaWiki sisuhaldusplatvorm, nii et Wikijournal töötab vikitehnoloogia abil nagu populaarne Interneti-entsüklopeedia Wikipedia. 2012. aasta kevadel töötati see välja avaleht ja projekti põhiosad. Domeeninime tõttu .ru Interneti venekeelses segmendis avaldati ajakirjas artikleid ainult vene keeles.
2015. aastal ühendati projektiga Wikimagazine'i foorum meie teabeallikasse postitatud artiklite kommenteerimiseks, samuti muudel teemadel arutlemiseks, arvamuste ja ideede vahetamiseks Wikiajakirja ja foorumi osalejate, lugejate ja külaliste vahel. 2016. aasta alguses suleti aga foorum seoses käivitamisega sisemine süsteem kommenteerides "Flow", mille on välja töötanud Mediawiki Foundation. Nüüd saavad kõik registreeritud kasutajad osaleda konkreetse artikli arutelus.
2016. aastal algasid läbirääkimised meie ressursi nimele vastava rahvusvahelise domeeninime soetamiseks - wikijournal.org. Pärast domeeni hinna kokkuleppimist omanikega viidi tehing 17. oktoobril 2016 lõpule ning selle aadressi kasutamise õigused läksid täielikult üle Wikijournali administratsioonile. Alanud on ettevalmistused ajakirja mitmekeelse versiooni käivitamiseks koos juurdepääsuga rahvusvahelisele teabeplatvormile. Sellest hetkest alates avaldatakse ja/või tõlgitakse kõik artiklid Wikimagazine'i vastavates keeleosades, mis on mugavuse huvides paigutatud alamdomeenidesse, mille testkäivitamine toimus 16. novembril 2016 ja 1. märtsil 2017 lisati keeleosad. käivitatud testrežiimis: itaalia, hispaania ja prantsuse keel:
- en.wikijournal.org- Wikijournali ingliskeelne versioon
- de.wikijournal.org- Wikijournali saksakeelne versioon
- - Wikijournali venekeelne versioon
- it.wikijournal.org- Wikijournali itaalia versioon
- es.wikijournal.org- Wikijournali hispaaniakeelses versioonis
- fr.wikijournal.org- Wikijournali prantsuskeelne versioon
- files.wikijournal.org- ressursi haldusosa meediumifailide kõigis keeleosades salvestamiseks, korraldamiseks ja üldiseks kasutamiseks: fotod, pildid, videod ja muud failid.
10. detsembril 2016 seoses kogu Wikijournali projekti kolimisega rahvusvahelisele platvormile, samuti IPB süsteemi teiste keelerubriikide jaoks ülesehitamise võimatuse tõttu foorumil asuva venekeelse foorumi administreerimine. wikijournal.ru peatati. Seoses kolimisega, aga ka MediaWiki platvormi täiendavate laienduste arendamisega, korraldatakse osalejate vahelist suhtlust "Flow" rakenduse abil.
Kogu projektis tehtud muudatuste ajalugu saab lugeda uudistearhiivist.
Õppeained
Wikijournal on mitmeteemaline allikas, mille artikleid avaldatakse ja/või tõlgitakse erinevatesse maailma keeltesse, olenevalt materjali asjakohasusest konkreetses keelerubriigis, samas kui teemaga seotud põhi- ja kõrvalkategooriad on näidatud.
Peamised temaatilised valdkonnad on tuvastatud avalehel:
- poliitika
- Ühiskond
- Kultuur
- Teadus
- Sport
- Kohad
- Tervis
- Tehnoloogiad
- Majandus
- Ökoloogia
- Isiksused
Projekti missioon
Wikijournali peamised eesmärgid on järgmised:
- Vaba ja sõltumatu ajakirjanduse arendamine;
- Teadlaste toetamine ja ajakirjaplatvormi pakkumine teadusartiklite tasuta avaldamiseks;
- Ajakirja autorite poolt kasuliku, huvitava ja asjakohase sisu loomine ja paigutamine erinevatel teemadel;
- Noorte ajakirjanike ja ajakirjanduse eriala üliõpilaste toetamine;
Peame väga tähtsaks sisu, meie sisu teabeallikas, moodustades sisu nii, et iga artikkel oleks kasulik, informatiivne, hõlmaks väga erinevaid teemasid ja valdkondi. Artiklid julgustavad eneseväljendust, kriitilist, uuenduslikku lähenemist, kus saab avaldada oma kogemust või seisukohta artiklis käsitletava teema konkreetses küsimuses. Teisisõnu on meie ajakirja üks eesmärke luua kasulik, huvitav ja praktiline teabeallikas.
AJAKIRI
AJAKIRI
1. Perioodiline raamatu kujul, mis sisaldab artikleid, kunstiteoseid, illustratsioone. Iganädalane illustreeritud ajakiri. Paks kirjandusajakirjad avaldatakse kord kuus. Ülemeremaades tehniline ajakiri. Moeajakiri (ajakiri, mis sisaldab moekate ülikondade ja rõivaste jooniseid ja mustreid).
3. Juhtraamat asutuses mis tahes toimingute, otsuste, otsuste (tühistamine) fikseerimiseks. Laeva logi. Koosolekute logi. Sõidupäevik. Sõjaliste operatsioonide ajakiri.
Ušakovi seletav sõnaraamat. D.N. Ušakov. 1935-1940.
Sünonüümid:
Vaadake, mis on "JOURNAL" teistes sõnaraamatutes:
ajakiri- a, m. päevik, eesmärk. ajakirjandus. 1. Päevakannete raamat. Sl. 18. || Sõjaliste operatsioonide, merereiside, reiside, teaduslike vaatluste dokumentide raamat. Sl. 18. Laevapäevikute detailse pidamise Venemaal kehtestas 1702. aastal A. E... Vene keele gallicismide ajalooline sõnastik
ajakiri- ajakiri: perioodiline ajakirjaväljaanne, millel on pidev pealkiri ja mis sisaldab artikleid või kokkuvõtteid mitmesugustest küsimustest ja kirjandusteostest. Märkus. Päevikul võib olla manus. Allikas … Normatiivse ja tehnilise dokumentatsiooni terminite sõnastik-teatmik
- (prantsuse keel). 1) päevik, igapäevane millegi ülestähendamine. 2) raamat, milles. Sissetulevate ja väljaminevate sõnumite sisu salvestatakse numbrite alla. paberid 3) raamat, milles. Hindeid antakse õpilaste edukuse ja käitumise kohta. 4) ajapõhine väljaanne, avaldatud. mitte rohkem kui üks kord... Vene keele võõrsõnade sõnastik
Vaadake raamatut, mille järgi riietuda uusim ajakiri... Vene sünonüümide ja sarnaste väljendite sõnastik. all. toim. N. Abramova, M.: Vene sõnaraamatud, 1999. ajakirjaraamat; kanal, päevik, paks mees, ajakiri, ajakiri, väike ajakiri, revüü, päevane... ... Sünonüümide sõnastik
Ajakiri “A Ya” nr 1. Kaaneleht Ajakiri “A Ya” nr 4. Kaas “A Ya” on mitteametliku vene kunsti ajakiri. (A YA) MITTEAMETLIK VENEMAA KUNSTI REVUE (ingliskeelne pealkiri) Koostatud illegaalselt NSV Liidus ja avaldatud Pariisis aastatel 1979–1986. Toimetajad: Aleksander... ... Wikipedia
ajakiri- ajakiri; lahe ajakiri lahe ajakiri; ajakiri "Pioneer" ajakiri "Pioneer" ... Nanai-vene sõnaraamat
Mees, prantslane päevik, päevamärkus. Koosolekute päevik, dekaan; reisi-, tee-, reisiraamat. Kantselei protokollid on sama päevik, kuid seda peetakse olulisemaks, sisaldades lõplikku resolutsiooni, otsust ja koostatud ... ... Dahli seletav sõnaraamat
- (Prantsuse ajakiri, algselt päevik), trükitud perioodika. Esimeseks ajakirjaks peetakse teaduslikku Journal de Savant (Prantsusmaa, 1665). Venemaal ilmus esimene ajakiri Kuu ajaloolised, genealoogilised märkmed Vedomostis (1728) ... ... Kaasaegne entsüklopeedia
- (Prantsuse ajakiri algselt päevik), trükitud perioodika. Esimeseks ajakirjaks peetakse Journal des scavants (Prantsusmaa, 1665). Venemaal on esimene ajakiri ajalehe St. Petersburg Gazette Monthly lisa... ... Suur entsüklopeediline sõnaraamat
AJAKIRI, ah, abikaasa. 1. Perioodiline väljaanne raamatu kujul, mis sisaldab artikleid, erinevate autorite teoseid, samuti sellise väljaande eraldi raamat. Igakuine Kirjanduslik Moodne (moeajakiri). Avaldatud ajakirjades. 2. Raamat või märkmik… … Ožegovi seletav sõnaraamat
Raamatud
- Kirik ja aeg. Teadus-teoloogiline ja kiriku-sotsiaalne ajakiri. Nr 4(41), 2007, ajakiri Kirik ja Aeg. Tänapäeval on vajadus selle perioodilise kiriklik-avaliku väljaande järele meile eriti ilmne, sest selle abil peame ehitama ja taaselustama usuhoonet, pidades alati silmas vaimset...
- Puškin. Vene ajakiri raamatutest nr 01/2008, Vene ajakiri. Ajakiri Puškin esitleb filosoofia, poliitika, ajaloo, majanduse, sotsioloogia ja kultuuri raamatute arvustusi. Numbris: Mihhail Majatski, Immanuel Wallersteini, Alberto...
Kogus:
Hind: 35
Allahindlus: %?
Meil on allahindlussüsteem
võta rohkem - maksa vähem
tellimisel alates 50 tk. - 5% allahindlust
tellimisel alates 100 tk. - 10% allahindlust
tellimisel alates 300 tk. - 15% allahindlust
tellimisel alates 500 tk. - 20% allahindlust
tellimisel alates 1000 tk. - 25% allahindlust
Summa:
koos käibemaksuga 20%
X
Sa tellisid jälle õhukese ajakirja.
Võib-olla vajate ajakirja, millel on rohkem lehti ja muid funktsioone.
Palun kasutage kalkulaator